Why doesn't this M574 configuration work
-
Do you happen to also have an override.g file in your sys folder on the duet?
-
I can execute this part of my start code from the console, it works perfectly, but not from within s3d.
G92 E0
G1 X130.0 Y5 Z0.0 F2000
G1 X40.0 E20.0 F1000.0 -
No override .g
-
@luckyflyer I think the issues you're experiencing could caused by the lack of a T0. Here's a few thoughts.
Recommend adding these to the top to make sure typical defaults are set.
G90 ; absolute positioning M83 ; set extruder to relative mode - enable relative extruder distances in the slicer T0 ; select tool M107 ; part fan off M220 S100 ; reset speed multiplier M221 S100 ; reset extrusion multiplierOn the G-Code tab enable "Relative extrusion distances"
Not sure I'd recommend this unless your mesh stays incredibly consistent.
G29 S1 ; load bed meshThis is not necessary.
G92 E0 ;set extruder to 0This prime line is extruding at Z0, and it's pushing out quite a bit of filament in only 90mm.
G1 X130.0 Y5 Z0.0 F2000 ; move tool G1 X40.0 E20.0 F1000.0 ; extrude 40 mm of filament to prime nozzleIf you're using a 0.4 nozzle try this instead.
G1 X130.0 Y5 Z0.3 F2000 ; move tool G1 X40.0 E10 F1000 ; prime nozzleThis isn't necessary.
G92 E0 ; set extruder to 0 -
Thanks mwolter, So my revised start code should look like this,
G90 ; absolute positioning
M83 ; set extruder to relative mode - enable relative extruder distances in the slicer
T0 ; select tool
M107 ; part fan off
M220 S100 ; reset speed multiplier
M221 S100 ; reset extrusion multiplier
M109 S195 ; wait for hotend temp
M190 S60 ; wait for bed temp
G28 ; home all axes
G1 X130.0 Y5 Z0.3 F2000 ; move tool
G1 X40.0 E10 F1000 ; prime nozzle -
Also I must say that S3d was and still would work correctly when the Y endstop is configured to Y1 and all associated homing data is reset to the way it was before the Max Y endstop change.
And my mesh isn't very pretty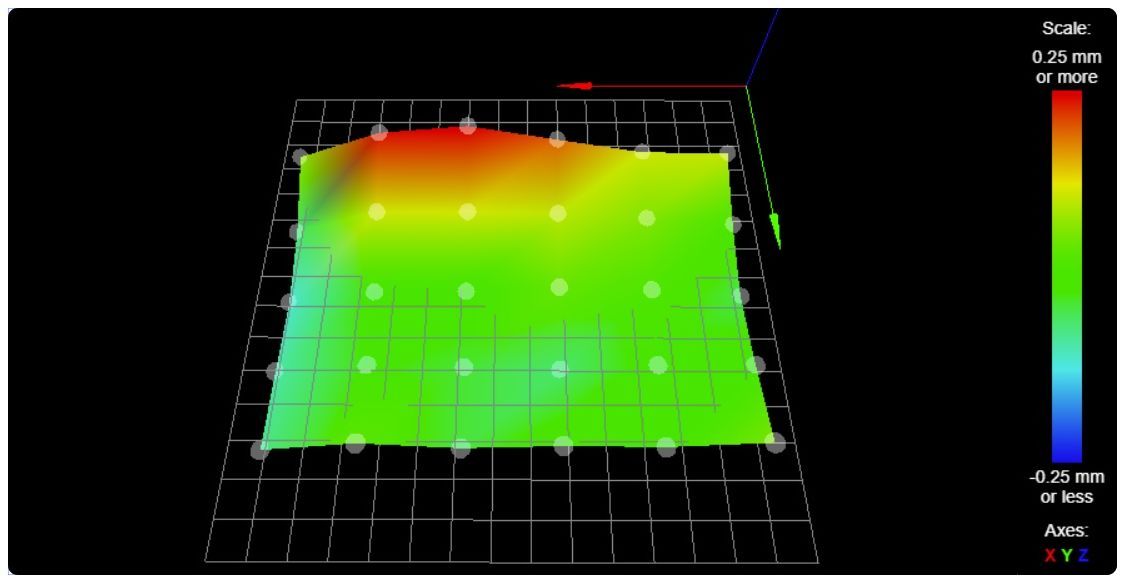
xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum
15.00,295.00,15.00,252.00,-1.00,56.00,47.40,6,6
0.103, 0.110, 0.197, 0.286, 0.240, 0.068
0.014, 0.063, 0.101, 0.112, 0.111, -0.057
-0.041, 0.018, 0.041, -0.002, -0.011, -0.112
-0.003, -0.007, -0.061, -0.036, -0.018, -0.091
0.058, -0.010, 0.002, -0.037, 0.031, -0.074
0, 0, 0, 0, 0, 0 -
I tried this revised start code
G90 ; absolute positioning
M83 ; set extruder to relative mode - enable relative extruder distances in the slicer
T0 ; select tool
M107 ; part fan off
M220 S100 ; reset speed multiplier
M221 S100 ; reset extrusion multiplier
M109 S195 ; wait for hotend temp
M190 S60 ; wait for bed temp
G28 ; home all axes
G1 X130.0 Y5 Z0.3 F2000 ; move tool
G1 X40.0 E10 F1000 ; prime nozzleWith the same results as before. The printer halts, stalls at the second G1 line.
-
@luckyflyer If it still doesn't work, it might be best to start fresh and create a post below with the current state. The thread has grown quite a bit and it's pretty hard to follow.
- Use the CODE formatting button </> above and post both the working and non-working config.g.
- Also post your latest homeall.g.
- Be sure to add a good description letting us know what works and what doesn't work, what breaks it, what you notice happens, etc.
-
I inadvertently left the
G29 S1 ; load bed mesh
command in the start script so I took it out and tried again,
And HOTDAMN it now works. Mwolter you are a genius. If I could I would buy you your favorite beverage!!! -
@luckyflyer Great, glad it works!