Unsolved CR-10S5 Firmware
-
post the start of a g code where the print has been slow
-
;FLAVOR:RepRap
;TIME:13024
;Filament used: 5.97829m
;Layer height: 0.12
;MINX:209.345
;MINY:227.132
;MINZ:0.144
;MAXX:279.794
;MAXY:272.866
;MAXZ:48.914
;Generated with Cura_SteamEngine 4.4.1
T0
M190 S50
M104 S210
M109 S210
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset FlowrateG28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis upM83 ;relative extrusion mode
;LAYER_COUNT:400
;LAYER:-6 -
Regardless of infill, wall thickness and layer height it prints extremely slow.
-
@Gost101 said in CR-10S5 Firmware:
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerkthose lines must be in the start g code of your slicer. thats why the print is slow.
remove them -
@Veti said in CR-10S5 Firmware:It seems to be moving faster but how do I compensate for the extrusion factor? Lines are becoming to small and separating multiple times in one movement.
-
@Gost101 said in CR-10S5 Firmware:
Lines are becoming to small and separating multiple times in one movement.
is your thermistor set up correctly? are your e steps set up correctly?
-
@Veti Yes they are, just got back to my benchy test print ive been gone for almost 6 hours and cura said that it was a 3 hour print. Turns out the printer is not fast still. What should do?
-

-
did you restart the printer after you made those changes? anytime you are printing an old file you will revert the settings and need to reboot.
-
FYI I think the start code Veti is referring to is in your slicer.
If it is Cura.
Settings - Printers - manage printers
Select your printer and click 'Machine Settings'On that page at the bottom there is a window with Start G-Code
Remove the lines you have been asked to remove.
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup JerkHTH
Paul. -
@Gost101 said in CR-10S5 Firmware:
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
Your screen shot shows the top speed as 8.4mm/s which is basically 500mm/min. So I think you still haven't removed the limiting start gcode from cura. Follow the directions that @PaulHew has given.
Once that change is made it will only apply to newly sliced files. All your previously sliced files will have the slow limits set.
-
@Veti I did reboot it. I did find that in cura and deleted it. lol
-
-
START
M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis upSTOP
G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning G1 X0 Y{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z
-
And what speeds are set in cura for printing moves?
-
@Phaedrux For this profile it is:
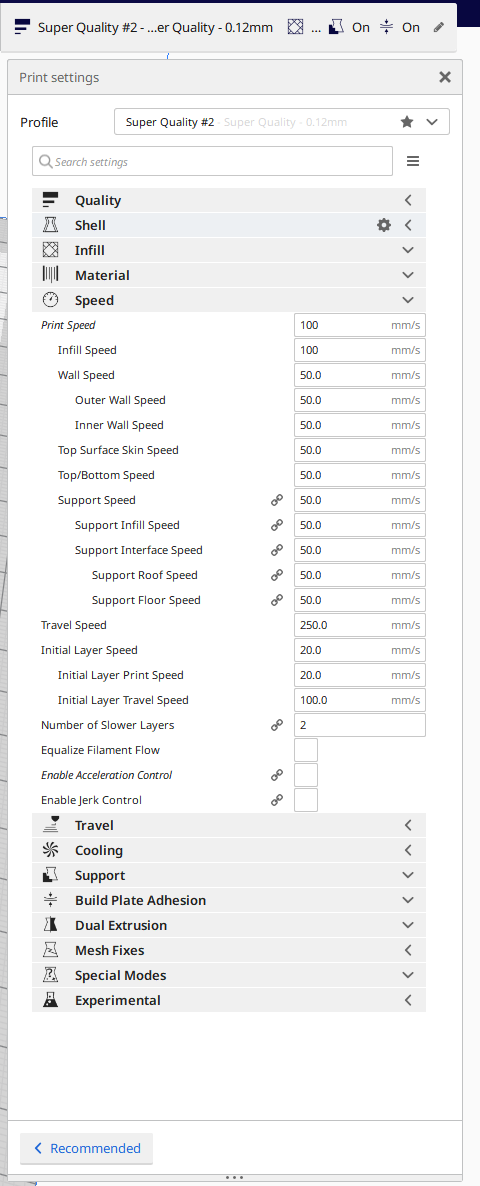
-
@Phaedrux Regardless of any adjustments to this, it still takes a long time to print. Even after the changes made.
-
Can you post a gcode file somewhere for us to see? And perhaps your current config.g file as it is right now?
-
Heres the benchy file: Benchy GCode
;config.g ; Created by Gost101 on Saturday, September 28th, 2019 at 18:00 (6:00PM for Civs). ; This firmware discussion can be found on duet fourm: https://forum.duet3d.com/topic/11964/cr-10s5-firmware/37 ; Contact gost1017@gmail.com for more help. ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"A.C.E." ; set printer name M669 K0 ; select Cartesian mode ; Network M551 P"SpaceForceHu2020!!" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; X physical drive 0 goes forwards M569 P1 S1 ; Y physical drive 1 goes forwards M569 P2 S0 ; Z physical drive 2 goes backwards M569 P2 S0 ; Z physical drive 2 goes backwards M569 P3 S0 ; E physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E408.30 ; set steps per mm M566 X500.00 Y500.00 Z30.00 E1500.00 ; set maximum instantaneous speed changes (mm/min) M203 X10800.00 Y9000.00 Z300.00 E3000.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z500.00 E3000.00 ; set accelerations (mm/s^2) M906 X950 Y950 Z850 E900 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0:500 Y0:500 Z0:500 ; set axis maxima ; Endstops M574 X1 Y1 Z1 S1 ; set active high endstops ; Z-Probe M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M305 P0 T100000 B3950 R4700 ; set thermistor + ADC parameters for the heated bed M143 H0 S120 ; set temperature limit for heater 0 to 120C M305 P1 T100000 B4725 C7.060000e-8 R4700 ; set thermistor + ADC parameters for heater 1 M143 H1 S550 ; set temperature limit for heater 1 to 550C ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S40 ; set initial tool 0 active and standby temperatures to 40C ; Custom settings are not defined -
Cura has the option for having the first couple layers after the first layer slowly ramping up to full speed. Have you done a full print yet to see if it speeds up? It also has a minimum layer time option which will slow down the print speed to allow for extra cooling time.
Would it be possible for you to export your cura print settings so we could see the full settings?
Do you have another slicer configured to test against? PrusaSlicer perhaps?