Hello everybody.
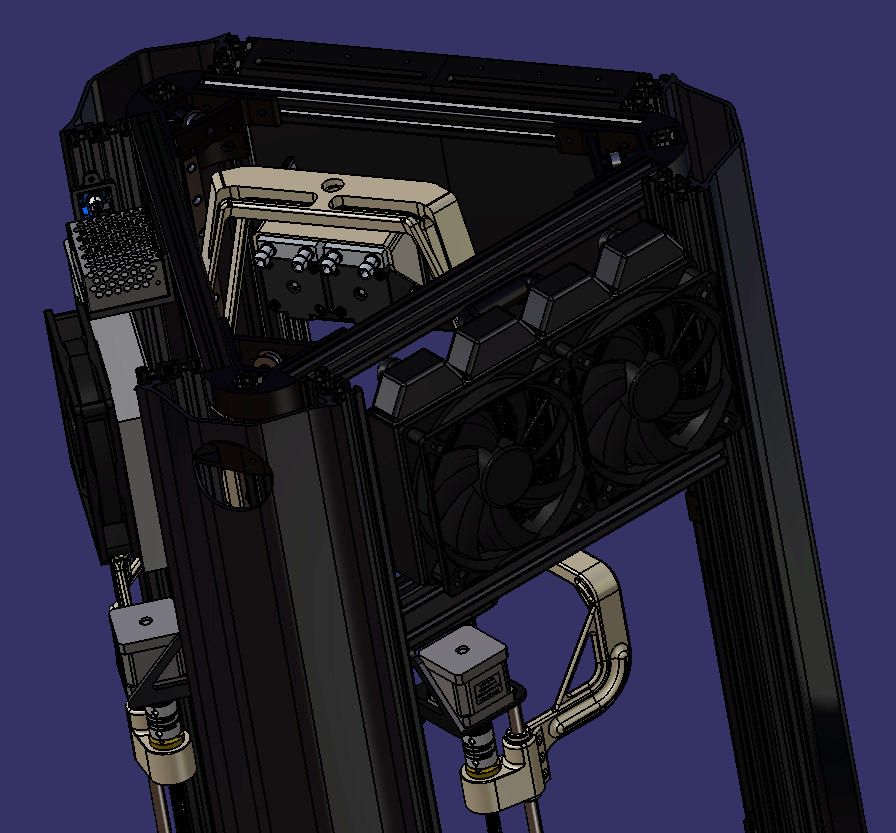
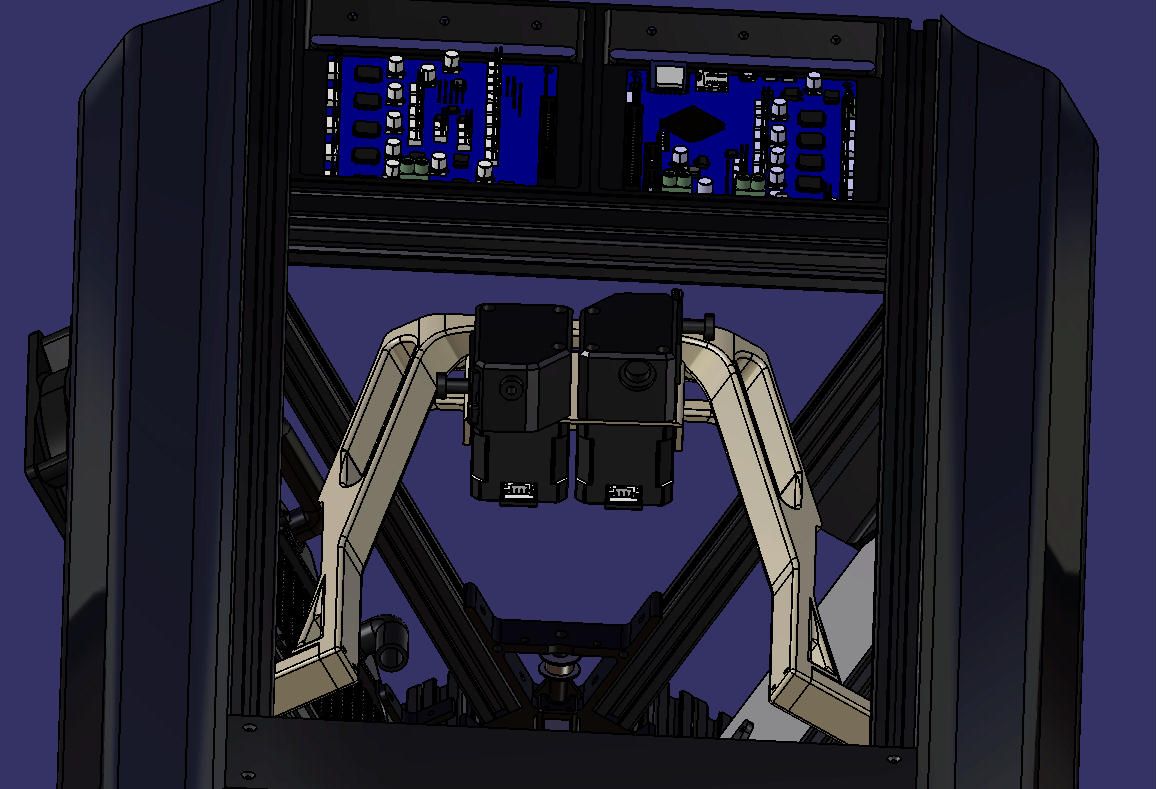
i'm attempt to install the 4th axis on my delta, for manage the weight of the two extruder.
at the moment the two motor that move the 4th axis are connected in parallel and plugged on the 1st driver connector of the duex5.
they work flawless , but they do what they want (my fault for sure)
here we are. i have some issue with the configuration. i've followed the tutorial for the 4th axis installation but it dont move toghether with the z axis from the dashboard, and neither with x and y (from the dashboard as well)
i have no endstop on the 4th tower, i've configured it using the stall guard, and it works. but something strange happen (in addiction)
when i start the homing, i have two passes, the first one a bit rapidly, then goes down and then another zero
ok. at the first pass the 4th axis (u5) won't go to zero. it came in the second pass.
so...some problem during homing, and wont to follow the effector in the movement (i suppose it should do it on the dashboard as well)
hope you can help me. i'm spending days and maybe i cannot see some huge and basic error.
here's my configurations
; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Jan 19 2020 19:28:23 GMT+0100 (Ora standard dell’Europa centrale)
M913 X50 Y50 Z50 U50 ; reduce motor current to 50% to prevent damages
G91 ; relative positioning
;*** Slow homing has been configured. Change F300 to F3000 below when your configuration is working
G1 H1 U325 X325 Y325 Z325 F600 ; move all towers to the high end stopping at the endstops (first pass)
G1 H2 U-8 X-8 Y-8 Z-8 F600 ; go down a few mm
;*** Slow homing has been configured. Change F300 to F360 below when your configuration is working
G1 H1 X10 Y10 Z10 U10 F200 ; move all towers up once more (second pass)
G1 Z-5 U-5 F600 ; move down a few mm so that the nozzle can be centred
G90 ; absolute positioning
M400 ; make sure everything has stopped before we reset the motor currents
M913 X100 Y100 Z100 U100 ; motor currents back to normal
G1 X0 Y0 F600 ; move X+Y to the centre
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Jan 19 2020 19:28:23 GMT+0100 (Ora standard dell’Europa centrale)
; Network
M551 P"bradbrad" ; set password
M540 PBE:EF:DE:AD:FE:ED ; set custom MAC address
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M584 X0 Y1 Z2 U5 E3 ; set drive mapping
M665 L268.2:268.2:268.2:600 R116 H290 B115 ; Set delta radius, diagonal rod length, printable radius and homed height (OLD R116 L268.2 B115 H290 )
M669 X0 Y0 ;XY offsets of the extruder outputs on additional towers relative to machine centre
M666 X0 Y0 Z0 E0 U0 ; put your endstop adjustments here, or let auto calibration find them
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M569 P5 S1 ; physical drive 5 goes forwards
M350 X16 Y16 Z16 I1 ; configure microstepping with interpolation (I1 = on, I0=off)
M350 E16 I1 ; configure microstepping with interpolation extruders
M350 U16 I1 ; configure microstepping with interpolation 4th axis
M92 X80.00 Y80.00 Z80.00 U400.00 E423.04 ; set steps per mm
M566 X600.00 Y600.00 Z600.00 U600.00 E200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 U6000.00 E200.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 U600.00 E200.00 ; set accelerations (mm/s^2)
M906 X1400 Y1400 Z1400 U1400 E1400 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Delta L.A.D." ; set printer name
; Axis Limits
M208 Z-0.1 S1 ; set minimum Z
; Endstops
M574 X2 Y2 Z2 S1 ; set active high/low endstops (S1=high S0=low)
M574 U2 S3 ; set no endstop on 4th axis, enable instead stall detection
; Z-Probe
M558 P1 H10 F120 T3600 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y0 Z15.5 ; set Z probe trigger value, offset and trigger height
M557 R85 S20 ; define mesh grid
; Heaters
M305 P0 T100000 B3950 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S150 ; set temperature limit for heater 0 to 150C
M305 P1 X201 ; configure PT100 for heater 1
M143 H1 S500 ; set temperature limit for heater 1 to 500C
; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H-1 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned off
; Tools
M563 P0 S"Estrusore" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Custom settings are not defined
; extruder
M572 D0 S0.3 ; pressure advance Direct Drive: S0.025 and up
; Short Bowden (200mm): S0.1 and up / Medium Bowden (400mm): S0.3 and up / Long Bowden (600mm): S0.5 and up / Very long bowden (800mm+): S0.7 and up
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
T0 ; select first tool
M501
; config-override.g file generated in response to M500 at 2020-02-24 23:15
; This is a system-generated file - do not edit
; Delta parameters
M665 L268.2:268.2:268.2:600 R116 H290 B115
M666 X1.406 Y-1.050 Z-0.357 A0.00 B0.00
; Heater model parameters
M307 H0 A295.0 C615.0 D5.1 S1.00 V24.1 B0
M307 H1 A615.1 C152.7 D7.4 S1.00 V24.0 B0
M307 H2 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H3 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H4 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H5 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H6 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H7 A340.0 C140.0 D5.5 S1.00 V0.0 B0
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00
thank's in advance to everybody!

")