@deckingman What should it look like now?
in the current firmware version if I want to print in duplication mode?
Posts made by Proschi78
-
RE: Temperature drop down to 1deg in Duplicate Prints (IDEX)posted in RepRapFirmware on other controllers
-
RE: Ideamaker with Idexposted in Third-party software
@sebkritikel Thanks for the explanation. S3D seems to be doing it right.
-
RE: Ideamaker with Idexposted in Third-party software
@sebkritikel That was indeed the solution. The print has been running without errors so far
")
-
Ideamaker with Idexposted in Third-party software
Hello everyone, I have a problem with dual printing with Ideamaker. When I print with both extruders, it doesn’t return to my 3mm safety distance after the first tool change, and prints in the air. With Simplify 3d it works perfectly. Does anyone have an idea?
; tpost0.g ; called after tool 0 has been selected ; ; generated by RepRapFirmware Configuration Tool v3.3.14 on Wed Nov 16 2022 15:37:20 GMT+0100 (Mitteleuropäische Normalzeit) ; Wait for set temperatures to be reached M703 M116 P0 M106 R2 ; restore print cooling fan speed M116 P0 ; wait for tool 0 heaters to reach operating temperature M83 G1 E0.8 F3600 ; extrude 2mm; tpost1.g ; called after tool 1 has been selected ; ; generated by RepRapFirmware Configuration Tool v3.3.14 on Wed Nov 16 2022 15:37:20 GMT+0100 (Mitteleuropäische Normalzeit) ; Wait for set temperatures to be reached M703 M116 P1 M106 R2 ; restore print cooling fan speed M116 P1 ; wait for tool 1 heaters to reach operating temperature M83 G1 E0.8 F3600 ; extrude 2mm; tfree0.g ; called when tool 0 is freed ; ; generated by RepRapFirmware Configuration Tool v3.3.14 on Wed Nov 16 2022 15:37:20 GMT+0100 (Mitteleuropäische Normalzeit) M83 ; relative extruder movement G1 E-0.5 F3600 ; retract 2mm M106 S0 ; turn off our print cooling fan G91 ; relative axis movement G1 Z3 F500 ; up 3mm G90 ; absolute axis movement G1 X-400 F3600 ; park the X carriage at -48mm; tfree1.g ; called when tool 1 is freed ; ; generated by RepRapFirmware Configuration Tool v3.3.14 on Wed Nov 16 2022 15:37:20 GMT+0100 (Mitteleuropäische Normalzeit) M83 ; relative extruder movement G1 E-0.5 F3600 ; retract 2mm M106 S0 ; turn off our print cooling fan G91 ; relative axis movement G1 Z3 F500 ; up 3mm G90 ; absolute axis movement G1 U400 F6000 ; park the U carriage at +355mm -
RE: install the auto z-offset againposted in Using Duet Controllers
@axiom
Hi,
I'm currently swamped with a lot of things.
Once I find some time, I will help you and answer your questions.
Best regards,
Jan -
RE: install the auto z-offset againposted in Using Duet Controllers
G31 Z0 ; set Z-offset to Z=0 echo >"0:/sys/config_probe.g" "G31 Z0" M291 S3 R"Heating up nozzle" P"Wait for the nozzle to reach printing temperatures" M568 P0 S210 ; set tool 0 (primary hotend) temperature to 230c T0 ; select tool 0 (primary hotend) M116 P0 H5 ; wait for temperature to reach within 5c of set temperature M83 ; relative extruder moves G1 E-5 F300 ; retract 5mm of filament G4 P0 ; wait for movements to have stopped M300 S666 P666 ; beep M291 S3 R"Automatic Z Offset Calibration" P"Press OK to continue, or CANCEL to abort" M291 S3 R"Homing axes" P"Remove the puck. The printer will home the X, Y, and Z axises without the puck" M98 P"config_probe.g" ; Load BLTouch probe settings M280 P0 S60 I1 ; clear any probe errors G29 S2 ; cancel mesh bed compensation G91 ; relative positioning M913 X50 ; X axis 50% power G1 H2 Z5 F200 ; lift Z relative to current position G1 H1 X{(move.axes[0].max+5)*-1} Y{move.axes[1].max+5} F6000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y-5 F600 ; go back a few mm G1 H1 X{(move.axes[0].max+5)*-1} Y{move.axes[1].max+5} F600 ; move slowly to X and Y axis endstops once more (second pass) M913 X100 ; X axis 100% power G90 ; absolute positioning G1 X{move.axes[0].min+5} Y{move.axes[1].min+5} F6000 ; move to front left G1 F600 ; reduce speed G30 ; home Z by probing the bed G31 Z0 ; set Z-offset to Z=0 M564 H1 S0 ; Negative movements are allowed G29 S2 ; cancel mesh bed compensation G90 ; absolute positioning G1 Z27 ; raise Z to 27mm G4 P0 ; wait for movements to have stopped M291 S3 R"Clean the nozzle" P"The nozzle has been pre-heated. Clean it from any plastic debris" G1 X100 Y200 F6000 ; go to X100, Y200 G4 P0 ; wait for movements to have stopped M300 S666 P666 ; beep M291 S3 P"Place the offset tool below the nozzle and press OK to perform the macro, or CANCEL to abort" G4 P200 ; wait 200ms G91 ; relative moves G1 H1 Z-12 F50 ; move 12mm down, stop when hitting the offset tool (but don't risk crashing the bed) G92 Z0 ; set current position as Z=0 G4 P200 ; wait 200ms G1 Z7 F200 ; move up 7mm G91 ; relative moves G1 X{sensors.probes[0].offsets[0] * -1} Y{sensors.probes[0].offsets[1] * -1} F1500 ; move nozzle so that BLTouch is in it's position G90 ; absolute moves G30 S-3 ; probes Z and adjusts the probe trigger height to match the actual stop height. G4 P200 ; wait 200ms G91 ; relative movement M568 P0 S0 ; set tool 0 temperatures to 0 var Z_auto_offset = {sensors.probes[0].triggerHeight} ; math to calculate the BLTouch offset if var.Z_auto_offset < 0.01 M291 S2 R"The nozzle has not touched the puck." P"Please check the guide for troubleshooting" echo "The nozzle has not touched the puck. Please check the guide for troubleshooting" echo >"0:/sys/config_probe.g" "G31 Z-3" elif var.Z_auto_offset >= 0.01 & var.Z_auto_offset < 3.5 echo >"0:/sys/config_probe.g" "G31 Z"^{var.Z_auto_offset} M291 S2 R"Z-offset has been stored" P"the Z-offset has been stored in the config_probe.g file. Verify the value stored with the value displayed in the console" echo "the Z-offset has been stored in the config_probe.g file. The Z-offset is", var.Z_auto_offset, "mm. Remove the offset tool and place it back in the box" elif var.Z_auto_offset >= 3.5 M291 S2 R"Z-Offset is too high" P"Please verify the probe height using the probe-calibration" echo "Z-Offset is too high. Please verify the probe height using the probe-calibration" echo >"0:/sys/config_probe.g" "G31 Z-3" M564 S1 H1 ; Negative movements are forbidden M300 S666 P666 ; beep G91 ; relative moves G1 Z5 ; lift nozzle up 5mm G90 ; absolute moves T-1 ; deselect all tools M18 ; release steppers -
RE: Meta Befehl Laufzeitposted in Gcode meta commands
@UserXY
Wenn du es in daemon.g schreibst wird es alle 10 Sekunden abgefragt -
RE: Your Neopixel actionposted in Third-party add-ons
I have the following code in start.g to visualize that the print has started.
I am using two Adafruit 8np for this.M291 P"Start.g wird ausgeführt" S0 M98 P"/Macros/SUB/CheckDoor" ;Door open or closed M98 P"/Macros/LED/rot blau blinken" M561 M106 P3 S0 G4 S1 M106 P3 S25 G4 S1 M106 P3 S0 G4 S1 M98 P"/Macros/LED/grün" M290 R0 S0 M106 P3 S25 ;dimme LED for IR Probe M98 P"/Macros/LED/rot blau blinken" M98 P"/Macros/SUB/Preheat" ;Preheat for Loaded Filament if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed M150 R0 U0 B0 Y0 G28 G28 Z0 M98 P"/Macros/Buildplate" ;Load Hightmap for Buildplate and Filament M98 P"config_probe.g"M150 R255 S16 G4 P100 M150 Y0 S16 G4 P100 M150 R255 S16 G4 P100 M150 Y0 S16 G4 P100 M150 R255 S16 M150 Y0 S16 G4 P100 M150 B255 S16 G4 P100 M150 Y0 S16 G4 P100 M150 B255 S16 G4 P100 M150 Y0 S16 G4 P100 M150 R255 S16 G4 P100 M150 Y0 S16 G4 P100 M150 R255 S16I also use the LED to visualize when the door is opened - 5 seconds of red when it's opened and 5 seconds of green when it's closed again.
-
Your Neopixel actionposted in Third-party add-ons
I would be interested to know how and for what purposes you use your LEDs.
-
RE: Idex second Z probe on the U axisposted in IR Height Sensor
@dc42 said in Idex second Z probe on the U axis:
@Proschi78 are the axes just shown incorrectly in the height map viewer, and the actual compensation applied is correct?
Please show the GCode commands that you are using to generate the height map.I only use G29 K1
i have a Macro with the M557 U66:300 Y2:230
I start first, and then I give the G29 K1 command.
I haven't started printing yet to see if it's just rotated in the map.
I think it's better to have both on the same axis, unfortunately I don't have space on the x-axis for the additional BL touch.
Since I like to print on structured Pei, I need the Bl Touch. -
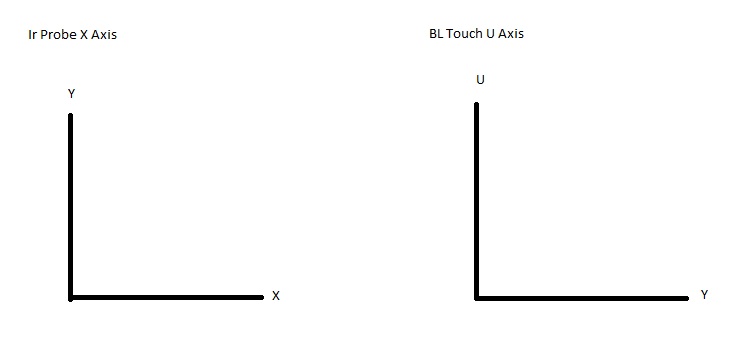
Idex second Z probe on the U axisposted in IR Height Sensor
I have an IR Probe on my X axis and a BL Touch on the U axis. When I create a height map with the u axis, Y and U are swapped. On the height map, U then runs in the Y direction and Y in the X direction. why is that?
-
RE: Object model print progress in percentposted in Gcode meta commands
@OwenD that would probably be easier.
job.filePositionCurrent position in the file being processed (in bytes or null)
-
Object model print progress in percentposted in Gcode meta commands
is there an object model that shows the printing progress as a percentage?
I would like to color my Led according to print progress. -
RE: Connection between two Duet3 mini via Canposted in Duet Hardware and wiring
Is it planned that it will be implemented to control led's via CAN
-
RE: Adfruit Np8 on a Duet 3 miniposted in Duet Hardware and wiring
@oliof It works perfectly with 2 pieces. Thanks
-
RE: Connection between two Duet3 mini via Canposted in Duet Hardware and wiring
@droftarts Ok I'll test it this afternoon thanks.
best regards Jan
-
RE: Connection between two Duet3 mini via Canposted in Duet Hardware and wiring
@droftarts ok that means I connect the neopixel to the master duet and don't need an M950 command?
-
Adfruit Np8 on a Duet 3 miniposted in Duet Hardware and wiring
Is it possible to connect an Adfruit Np8 to a Duet 3 5+mini without an extra 5v power supply?
