3.01-RC10 Gcode G2/G3 R# param issue.
-
I used the gcode example G2 X100 Y50 R200 and I get the errorError: G2/G3: bad combination of parameter valuesIf I use the I/J variant it works fine.id10t error... works fine
-
The move has to be achievable.
i.e. You have to be able to draw a circle that has tangents on both your end points.
So you can't for example achieve an arc with a 50mm radius if the points are 120mm apart. -
I figured that so I actually reduced the R to 5 and set X/Y in the center of my bed and I get the same error.
G2 X100 Y100 R5
-
G3 X100 Y100 I10 J10
and
G2 X100 Y100 I10 J10both work with no issues
-
Never mind I see what you mean. thats what I get for just poking at Gcode without thinking it though
") ... thanks
... thanks -
No problem.
I had already started a demo to show what I meant, so I have gone ahead and finished it.Consider this drawing
It shows a couple of points and the effect of different radii when drawing the arc between them.
The radius can't be too small or it will not be able to reach the opposite point.
If it's too big it will exceed your bed limits.
It doesn't seem to respect end stops, but that could be my configuration.
I've never bothered trying G2/3 on my printer, but do a fair bit of CNC plasma work using dedicated controllers.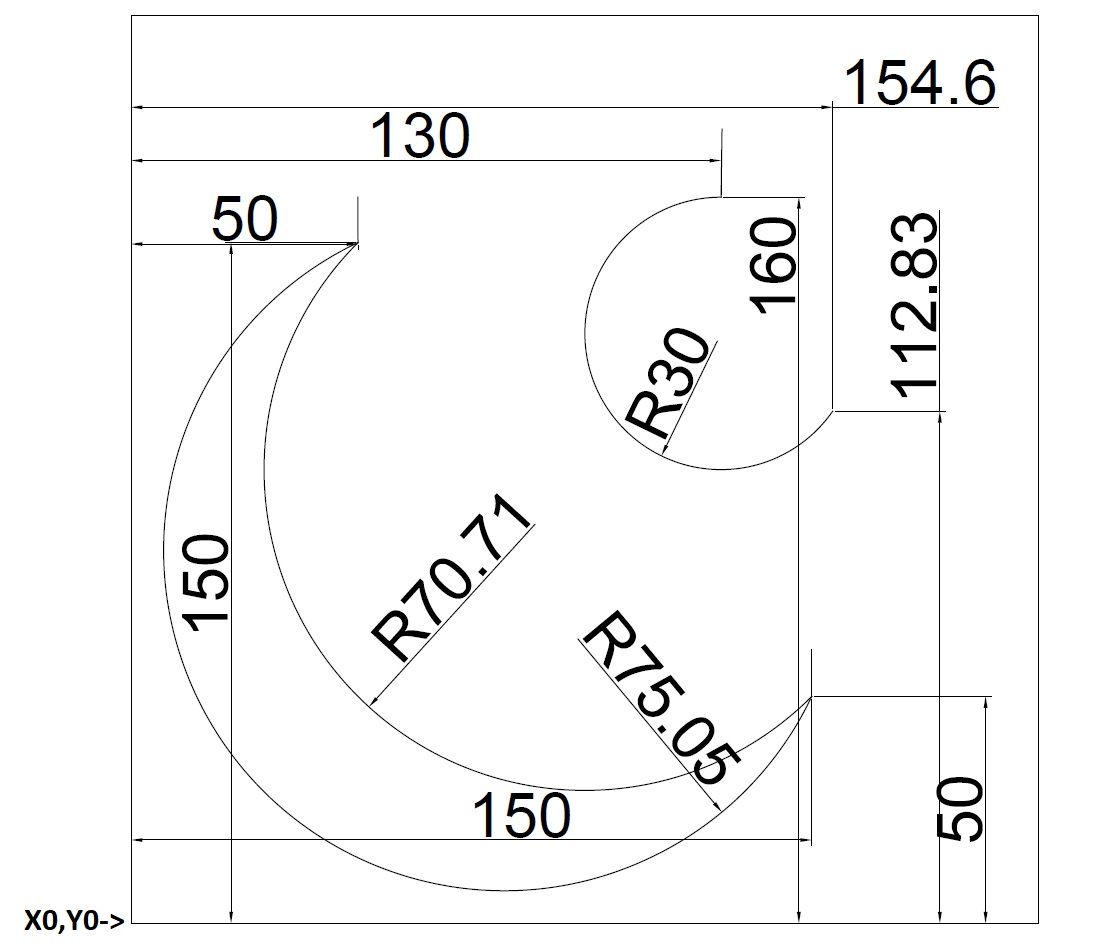
-
Yeah, I was wanting to write a script that would do something more complex than just straight lines for testing and totally didn't think about the fact the curves must be tangents between the current position and the projected position... so if the current position is inside or outside of an intersection to the radius there is no way to get to the new position... which is what the error was telling me.