Counting printed layers, several parts at once.
-
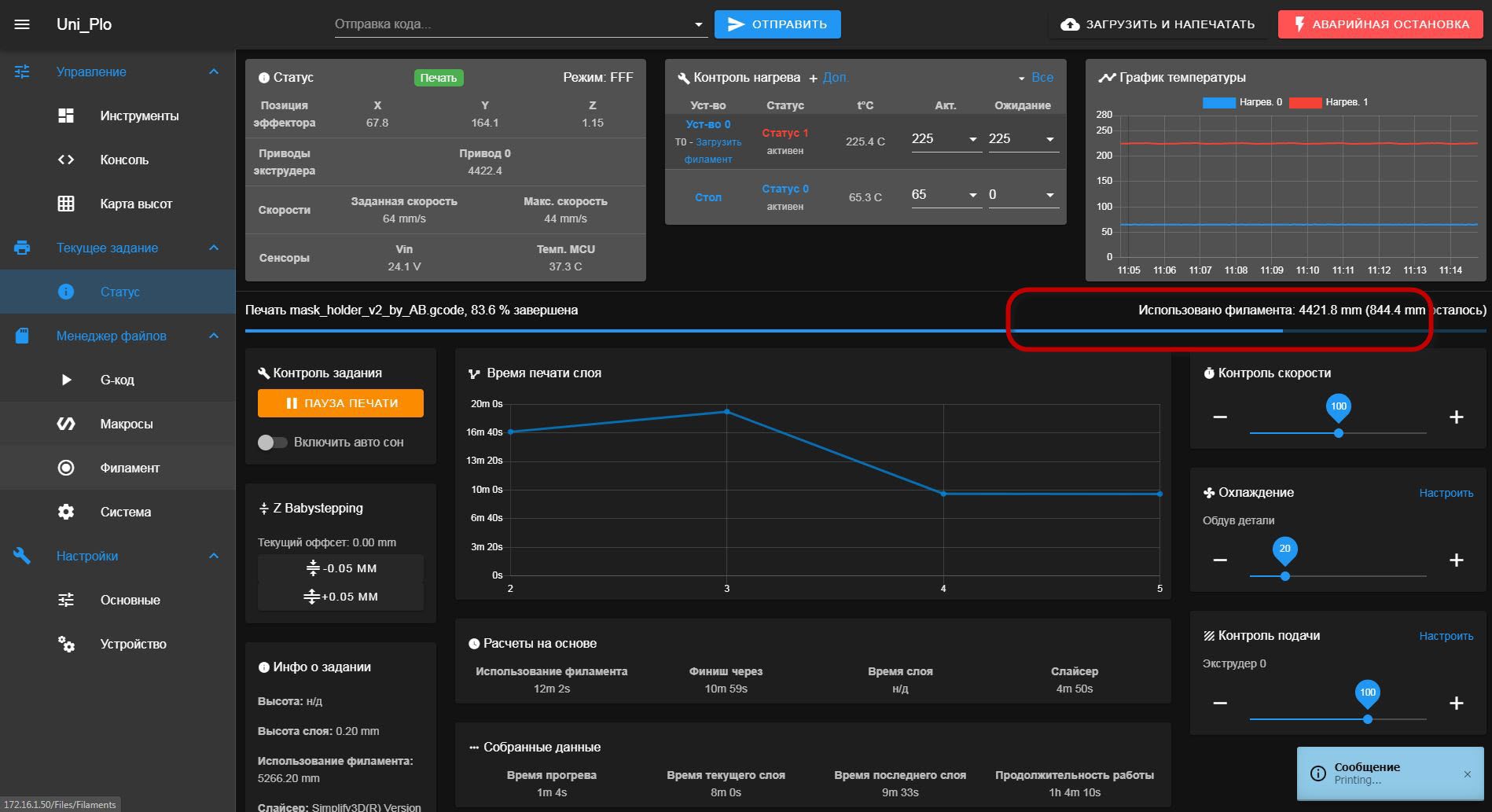
Tell me, can a duet count the number of printed layers if there are several details on a table? Why can't I see it?
-
Post your slicer start and end gcode.
-
start-stop script is not to blame.
today I was printing the other four models at the same time, the Duet displayed layers.Start
G21 G90 M82 M107 G28 G1 Z35 F1000 G92 E0 G1 E17 F250 G1 X55 Y0 Z0.3 F2200 G92 E0 G1 X95 Y0 E2.5 F800 G92 E0 G1 X150 Y0 E2.5 F1500 G92 E0 M117 Printing...Stop
M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G92 E0 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle to release some of the pressure M107 G91 G1 H1 Z+5 E-3 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more G90 ;absolute positioning G28 Z0 G28 Y0 ;move Y to min endstops so the head is out of the way G28 X0 ;move X to min endstops so the head is out of the way M84 ;steppers off M1 -
Firmware version please.
-
Release 3.1.1