Spindle Control
-
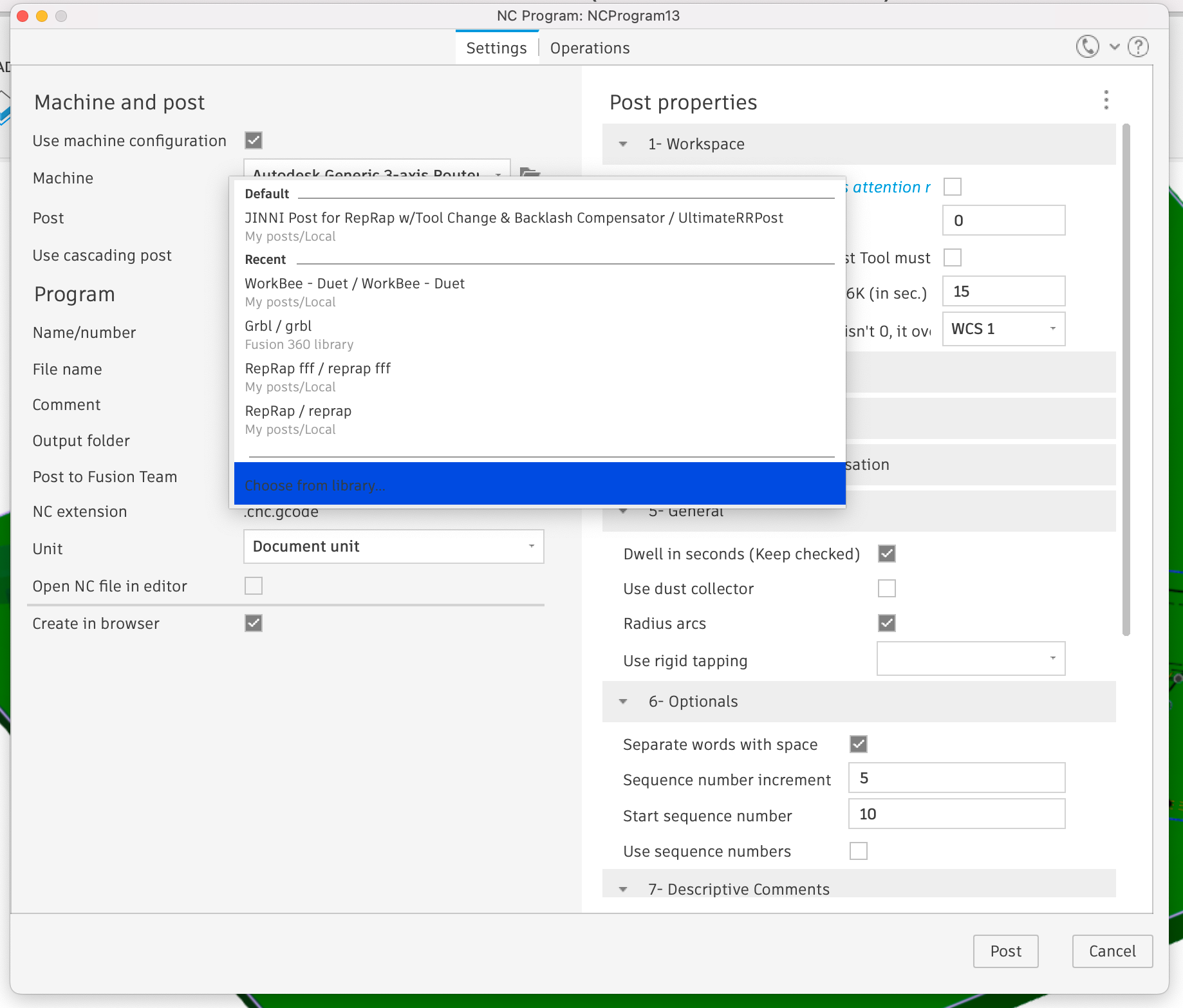
I've got a 6XD on an Indymill and for some reason I can't seem to get control of my spindle. I can send it an M4 command in the terminal and that works, but when I post a program in Fusion 360 it never creates a M4. Any ideas? Maybe I'm using the wrong post processor? I screenshotted the ones I've tried so far. Thanks in advance.
here's my Config.g
; Configuration file for Duet 3 MB 6XD (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.16 on Sat Mar 18 2023 15:44:49 GMT-0500 (Central Daylight Time) ; General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Indymill" ; set printer name M453 ; set cnc mode ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S0 ; physical drive 0.0 goes forwards M569 P0.1 S0 ; physical drive 0.1 goes forwards M569 P0.2 S0 ; physical drive 0.2 goes forwards M569 P0.3 S0 ; physical drive 0.3 goes forwards M584 X0.0 Y0.1:0.2 Z0.3 ; set drive mapping M92 X640.00 Y640.00 Z1600.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 ; set maximum instantaneous speed changes (mm/min) M203 X3000.00 Y3000.00 Z1200.00 ; set maximum speeds (mm/min) M201 X80.00 Y80.00 Z80.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 ; set motor currents (mA) M84 S0 ; Disable motor idle current reduction ; Axis Limits M208 X0 Y0 Z-5 S1 ; set axis minima M208 X440 Y480 Z90 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for low end on X via pin io1.in M574 Y1 S1 P"io2.in" ; configure switch-type (e.g. microswitch) endstop for low end on Y via pin io2.in M574 Z2 S1 P"io4.in" ; configure switch-type (e.g. microswitch) endstop for high end on Z via pin io4.in ; Z-Probe M558 P8 C"!io5.in" H5 F120 T6000 ; set Z probe type to switch and the dive height + speeds G31 P500 X0 Y0 Z12 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M140 H-1 ; disable heated bed (overrides default heater mapping) ; Fans M950 R0 C"out3" Q500 ; create spindle 0 on pin out3 and set its frequency ; Tools M563 P0 R0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined T0 ; Set active tool