@fcwilt Thank you
Latest posts made by Duetnewbie
-
RE: Help with v-core 3 500mmposted in Firmware installation
Yes three Z motors. I dont have a Mesh file.
Config.g; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"V-Core 3" ; set printer name M669 K1 ; CoreXY G29 S1 ; Set Units to Millimeters ; Network M552 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S1 D3 ; physical drive 0.0 goes forwards ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"V-Core 3" ; set printer name M669 K1 ; CoreXY G29 S1 ; Set Units to Millimeters ; Network M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S0 D3 ; physical drive 0.0 goes forwards M569 P0.1 S0 D3 ; physical drive 0.1 goes forwards M569 P0.2 S0 D3 ; physical drive 0.2 goes forwards M569 P0.3 S1 D3 ; physical drive 0.3 goes forwards M569 P0.4 S1 D3 ; physical drive 0.4 goes forwards M569 P0.5 S1 D3 ; physical drive 0.5 goes forwards M584 X0.4 Y0.3 Z0.0:0.1:0.2 E0.5 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 ; set steps per mm M906 X1000 Y1000 Z800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout M566 X400.00 Y400.00 Z6.00 E120.00 P1 ; set maximum instantaneous speed changes (mm/min) M203 X10800.00 Y10800.00 Z1000.00 E3600.00 ; set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z100.00 E3600.00 ; set accelerations (mm/s^2) ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X500 Y500 Z500 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io0.in" ; configure active high endstops M574 Y2 S1 P"io1.in" ; configure active high endstops M671 X60:270:500 Y50:490:50 S5 ; define positions of Z leadscrews or bed levelling screws M557 X60:480 Y50:480 P5 ; define 5x5 mesh grid ; Heaters M308 S0 P"temp1" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp1 M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M307 H0 R1.099 C297.8 D4.67 S0.50 B0 ; PID Tuning for Heater0, Heated Bed (85C) ;M307 H0 R0.860 C439.9 D11.80 S1.00 B0 ; PID Tuning for Heater0, Heated Bed (45C) M143 H0 S120 ; Set temperature limit for Heater0 to 120C M308 S1 P"temp2" Y"pt1000" ; configure sensor 1 as PT1000 on pin temp2 M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1 ;M307 H1 R2.517 C121.8:105.0 D3.66 S1.00 V24.1 ; PID Tuning for Heater1, Extruder0 (230C) M307 H1 R2.794 C119.4:105.8 D3.09 S1.00 V24.1 B0 ; PID Tuning for Heater1, Extruder0 (200C) M143 H1 S285 ; Set temperature limit for heater 1 to 285C ;M308 S2 P"temp2" Y"thermistor" A"Chamber" T100000 B4725 C7.060000e-8; Define Sensor2 as Chamber temperature (Semitec 104GT2) M308 S3 Y"mcu-temp" A"MCU" ; Define Sensor3 as the integrated MCU temperature sensor M308 S4 Y"drivers" A"TMC Drivers" ; Define Sensor4 as the TMC overheat sensor ; Fans M950 F0 C"out3" Q500 ; create fan 0 on pin out3 and set its frequency M106 P0 C"Hotend Fan" S0 H1 T45 L255 ; set fan 0 name and value. Thermostatic control turned on for Hotend M950 F1 C"out4" Q500 ; create fan 1 on pin out4 and set its frequency M106 P1 C"Layer Fan" S0 H-1 L255 ; set fan 1 name and value. Thermostatic control is turned off ; Tools M563 P0 D0 H1 F1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C M950 H1 C"out1" T1 ; create nozzle heater output on out2 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; set the maximum temperature in C for heater ; EVA 2 / BMG / E3D V6 M92 E830 ; set extruder steps per mm, 0.9 angle/step (LDO Pancake) M906 E800 ; set extruder motor current (mA) and idle factor in per cent ; Z-Probe ;; Inductive Probe ; M558 P5 C"!io3.in" H5 F400 T5000 ; set Z probe type to unmodulated and the dive height + speeds ; G31 P500 X-30 Y-15 Z0.20 ; set Z probe trigger value, offset and trigger height, more Z means closer to the bed BLTouch M950 S0 C"io2.out" ; Create a servo pin on io2 M558 P9 C"io2.in" H5 F240 T10800 A5 ; set Z probe type to unmodulated and the dive height + speeds G31 P25 X-28.00 Y-13.00 Z0.90 ; set Z probe trigger value, offset and trigger height, more Z means closer to the bed ; Pressure Advance ; M572 D0 S0.10Bed.g
; this script compensates for what the Z offset is ; so if G31 P500 X-30 Y-15 Z1.7 then first probe will be at ; X30 Y20 (when G30 P0 X0 Y5) M561 ; clear any bed transform G29 ; probe the bed and enable compensationhomeall.g
M201 X500.00 Y500.00 ; Reduce acceleration for homing moves ; BLTouch ;M280 P0 S160 ; Precautionary alarm release ;M280 P0 S90 ; Ensure the pin is raised G91 ; Relative positioning G1 H2 Z5 F6000 ; Lift Z relative to current position G1 H1 X-625 Y605 F3600 ; Move quickly to X and Y axis endstops and stop there (first pass) G1 H1 X-625 F1800 ; Move quickly to X and Y axis endstops and stop there (first pass) G1 H1 Y605 F1800 ; Move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X1 Y-1 F600 ; Go back a few mm G1 H1 X-625 Y605 F360 ; Move slowly to X and Y axis endstops once more (second pass) G1 H1 X-625 F360 ; Move slowly to X and Y axis endstops once more (second pass) G1 H1 Y605 F360 ; Move slowly to X and Y axis endstops once more (second pass) M201 X3000 Y3000 ; Return to full acceleration G90 ; Absolute positioning ;G1 X150 Y150 F10000 ; Go to the center of the bed (300x300) ;G1 X200 Y200 F10000 ; Go to the center of the bed (400x400) G1 X250 Y250 F10000 ; Go to the center of the bed (500x500) G30 ; Home Z by probing the bed G91 ; Relative positioning G1 Z5 F100 ; Lift Z relative to current position G90 ; Absolute positioningHomex.g
M201 X500.00 Y500.00 ; Reduce acceleration for homing moves G91 ; Relative positioning G1 H2 Z5 F6000 ; Lift Z relative to current position G1 H1 X-625 F3600 ; Move quickly to X endstop and stop there (first pass) G1 H2 X1 F600 ; Go back a few mm G1 H1 X-625 F360 ; Move slowly to X endstop once more (second pass) M201 X3000 Y3000 ; Return to full acceleration G1 H2 Z-5 F6000 ; Lower Z relative to current position G90 ; Absolute positioninghomey.g
M201 X500.00 Y500.00 ; Reduce acceleration for homing moves G91 ; Relative positioning G1 H2 Z5 F6000 ; Lift Z relative to current position G1 H1 Y605 F3600 ; Move quickly to Y endstop and stop there (first pass) G1 H2 Y-1 F600 ; Go back a few mm G1 H1 Y605 F360 ; Move slowly to Y endstop once more (second pass) M201 X3000 Y3000 ; Return to full acceleration G1 H2 Z-5 F6000 ; Lower Z relative to current position G90 ; Absolute positioninghomez.g
; BLTouch ;M280 P0 S160 ; Precautionary alarm release ;M280 P0 S90 ; Ensure the pin is raised G91 ; Relative positioning G1 H2 Z5 F6000 ; Lift Z relative to current position G90 ; Absolute positioning ;G1 X150 Y150 F10000 ; Go to the center of the bed (300x300) ;G1 X200 Y200 F10000 ; Go to the center of the bed (400x400) G1 X250 Y250 F10000 ; Go to the center of the bed (500x500) G30 ; Home Z by probing the bed ; Uncomment the following lines to lift Z after probing G91 ; Relative positioning G1 Z5 F100 ; Lift Z relative to current position G90 ; Absolute positioning -
Help with v-core 3 500mmposted in Firmware installation
Hi
Newbie with a V-core 3 500mm standalone duet 3 wifi
I'm using:
Mosquito magnum
slice engineering nozzle heater
PT1000 thermistor
orbiter 1.5
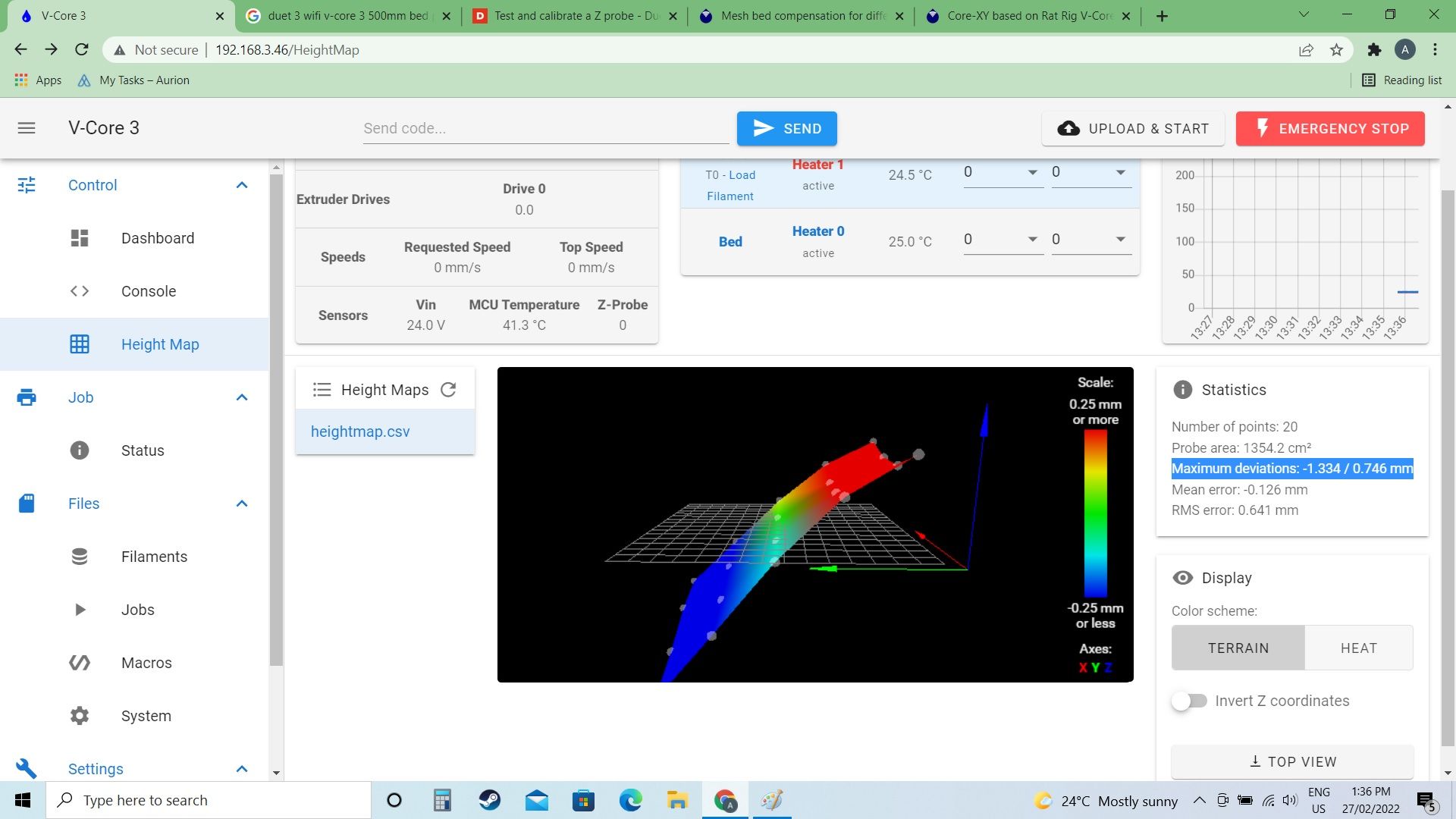
antclabs bl touchI cant seem to get the bed leveled ( attached pic) and i'm pretty sure i haven't configured the heaters right either. Only the heater fan works for some reason. I have attached the relevant files. What am i doing wrong? Any help with leveling and heaters would be much appreciated.
homez.g homey.g homex.g homeall.g config.g bed.g