duet3 post processor for fusion360???
-
so i just built the avid cnc 4x8 machine and i decided to go with a duet3 control board to run it because i have duetwifi's on a few printers and love the duet and saw the expandability of the 3 so i ran with it, ive got the machine and all the macros done and it works but now i cant find a post processor that works.....
anyone know of anything i can try????? -
Does the ooznest one not work?
https://learn.ooznest.co.uk/Wiki/WorkBee_Firmware_Releases
bottom of the pageOwns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
Generic and/or Mach and/or TinyG should all work.
Delta / Kossel printer fanatic
-
@jay_s_uk Not the firmware.... the post processor for fusion 360
-
@Danal where would i find these?
-
In Fusion, when you select "post process", it gives you a long list of choices. Mach3 should work.
-
@jlipavsky79 said in duet3 post processor for fusion360???:
@jay_s_uk Not the firmware.... the post processor for fusion 360
if you'd scroll down as instructed...
https://learn.ooznest.co.uk/Wiki/WorkBee_Firmware_Releases#Section_Fusion360 -
@bearer ok so the workbee-duet.cps i found is working except it doesn't turn on the spindle, I opened the gcode and there wasn't a M3 command and at the end of the file there also wasn't a M5
and mach3 did not work at all
i turned on the spindle by sending a m3 command for the workbee one and it did the cut as it should, so......................... spindle fix?????
-
I haven't tried it, forget which one i use and can't access it for a few days. anyways, seems it should use M0, M2, M3, M4 and M5.
i wouldn't expect M3 at the end, M2 or M0 seems to what the code is meant to produce.
var mapCommand = { COMMAND_STOP:0, COMMAND_END:2, COMMAND_SPINDLE_CLOCKWISE:3, COMMAND_SPINDLE_COUNTERCLOCKWISE:4, COMMAND_STOP_SPINDLE:5 };edit: hmm, the
onClosesection was infact somewhat empty, try adding this to thatfunction onClose() { onImpliedCommand(COMMAND_END); onImpliedCommand(COMMAND_STOP_SPINDLE); }(But you're probably better of asking a ooznest forum for help with their post, seems odd that stuff is missing though)
-
Fanuc post should work. I made one for powermill (it’s here on the forum). David fix the firmware some time ago so G1 and F commands are maintain until a change in one of those, which was the primary difference I found with industrial cnc controllers.
You should disable fix cycles in post or write the program without them (I don’t know how fusion works), since RRF doesn’t support them. -
@bearer its missing because it was written for the duetwifi and I'm using the duet 3 so its more so that some of the assignments have changed and the some of the codes reference different codes for the rrf_3
-
@jlipavsky79 said in duet3 post processor for fusion360???:
@bearer its missing because it was written for the duetwifi and I'm using the duet 3 so its more so that some of the assignments have changed and the some of the codes reference different codes for the rrf_3
right, then you fix it...
-
@bearer im a mechanical engineer.... not a software engineer ..... looks like french....
-
It is fairly hard to be your own CNC operator without knowing at least a little bit about G Code. You don't need to be an expert. You do need to know the basics.
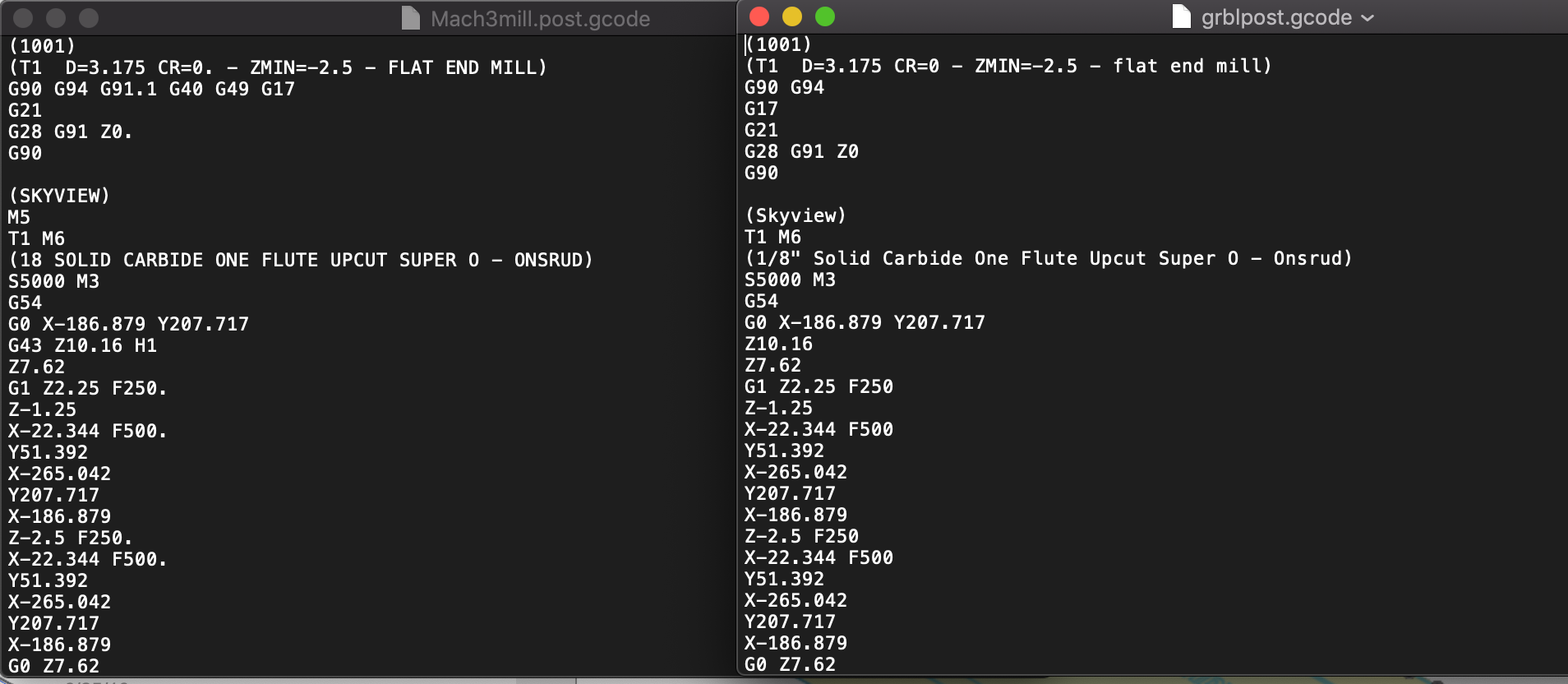
The main difference between post processors will be the g-codes they put at the start and end of a job. Things like homing, or starting the spindle, etc. The actual moves are very likely to be the same between posts.
Therefore, you can experiment with different posts and see which one works best. I'm surprised that the Mach3 post did not work, it is very generic. You could also try grbl.
Here is an example. The startup g-code is a little different, the moves are EXACTLY the same.
-
@jlipavsky79 said in duet3 post processor for fusion360???:
@bearer im a mechanical engineer.... not a software engineer ..... looks like french....
Your clipboard can copy and paste french just fine. Open your ooznest post, find onClose and insert the two lines I posted. That would most likely as the stop code you're missing.