HELP
-
Excellent
going for three in a row here i think the next thing is the printers parameters.This is a Railcore kit build and the first thing they say is to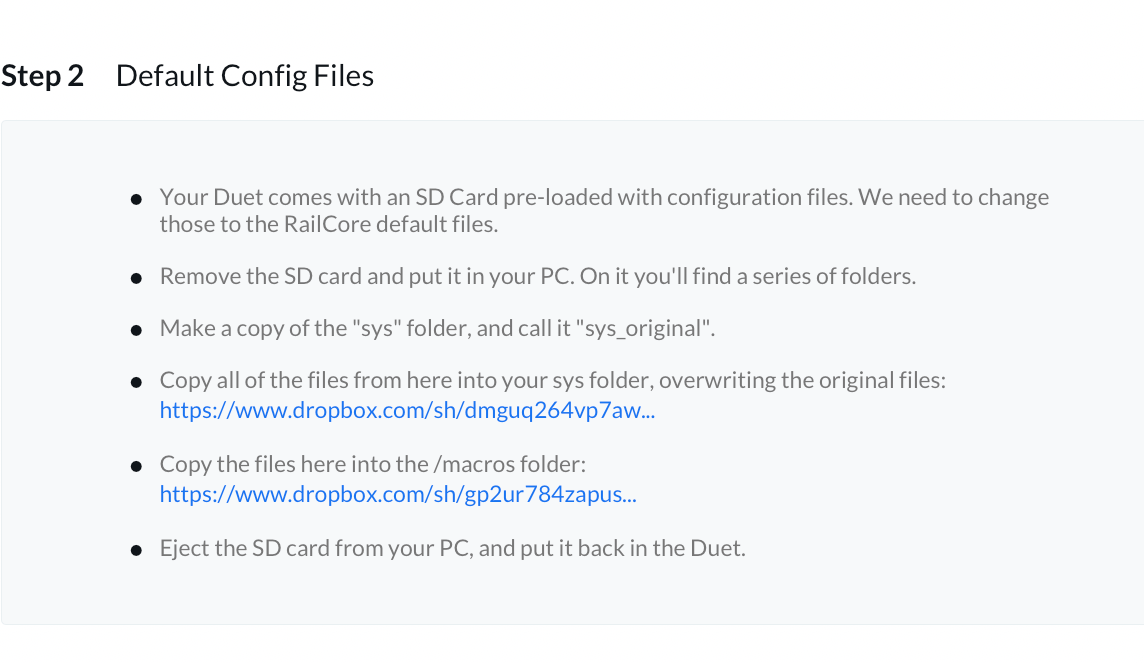 My guess is this will put in all the specs.Is it the same procedure as the update was.
My guess is this will put in all the specs.Is it the same procedure as the update was. -
@camassey I updated a Duet 2 Ethernet from 2.02 > 3.0 > 3.1.1 the other day, went seamlessly.
I can’t say for certain, because I can’t see the links, but yes, you can usually upload config files in DWC. Or remove the SD card, then copy the files over on your computer. Make sure the network settings are correct in config.g before you restart.
Ian
-
Thanks worked great
did all my stepper and limits test all good and have come to a grinding halt by a little BLTouch.On power up it does its up and down a couple time then stops in the up position with a solid on LED.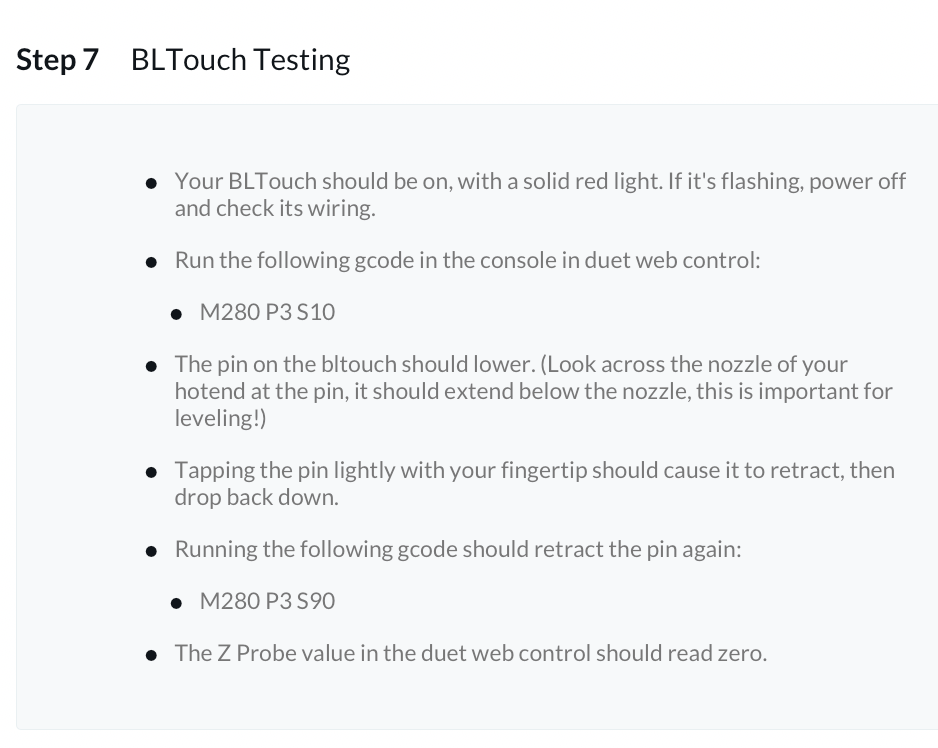
Z probe reads zero.Put in first command and pin drops LED is off, probe still zero.When you touch it probe it reads 1000 and the led starts to flash pin will go up and nothing works after that flashing LED -
@camassey If it's flashing it's probably gone into error state. When you touch it be careful not to force the pin at all. Just a slight touch will make it retract.
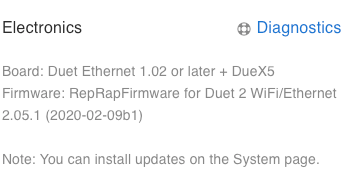
What firmware version are you running now? The M280 P3 commands listed in your photo will work in 2.x but not in 3.x as the P3 part will likely now be P0.
-
being very gentle with the probe, when you start to touch it there is a small amount of resistance ...like a magnetic feed back
is this the firmware -
Does the movement of the Z axis halt when you touch the pin? That's the important thing.
If you test it as actual homing you can reduce the Z axis motor current a bit in M906 and have your hand near the power switch to kill it if the homing fails and it looks like the nozzle will hit the bed. As described in the static test in this link: https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
-
The above procedure produces the touch dropping and the bed dropping about 10mm
-
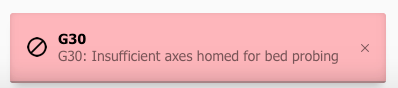
with this in the lower corner -
@camassey sounds like your bed is moving in the wrong direction or your homing files are wrong. A positive Z move should lower the bed (increase distance between bed and nozzle) and a negative Z move should raise the bed (decrease the distance between bed and nozzle). If this is correct, post your homeall.g file.
The probe reading 0, and 1000 when triggered, is also correct, though the alarm isn’t. Alarm can be reset by sending
M280 P3 S160.Ian
-
i ran this earlier ad the bed was going the wrong way so i followed the steps and now is it goes in the correct direction as these instruction say.
thanks for mentioning the + and - direction been looking at it the wrong way keep thinking about my milling machines direction.
I ran the home all on the DWC X Y work but Z didn't while looking for the homeall file it came to life and homed the Z
it probed 3 time is that normal and now it say it's homed.
sorry....where do i find the homeall.g -
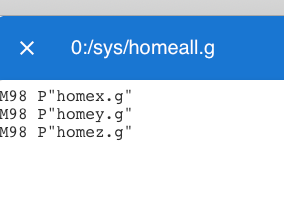
is this it
-
@camassey yes, that’s homeall.g, but all it’s doing is calling the other homing files. If one of them is causing an issue, post that one.
If you’re going to post files, it’s best to post them as text rather than screenshots, then people helping you can copy the text to show you what to change. Ideally format text with the ‘code’ style, which is the </> symbol on the editing toolbar. People are more likely to respond if you make it easy for them! Also, can you post a link to the instructions you’re using? Again, all you’ve posted is screenshots.
The multiple probes on Z will be due to the way the probe is set up in config.g and is normal. See the A parameter in M558: https://duet3d.dozuki.com/Wiki/Gcode#Section_M558_Set_Z_probe_type
Ian
-
I do apologies for my lack of knowledge and appreciate everyones patient and help. This all very new to me and have never dealt with any of it before.
Perfect example is your instructions above about how to post haven't got a clue where to start with that?????This is where i am following procedures
https://railcore.dozuki.com/c/RailCore_II
section S first moves -
If it probed 3 times that could be totally normal. If you're using the provided railcore config files and following their guide you are on the right track.
Are you able to jog the printer axis around after homing?
-
morning.....looks like i have full control
-
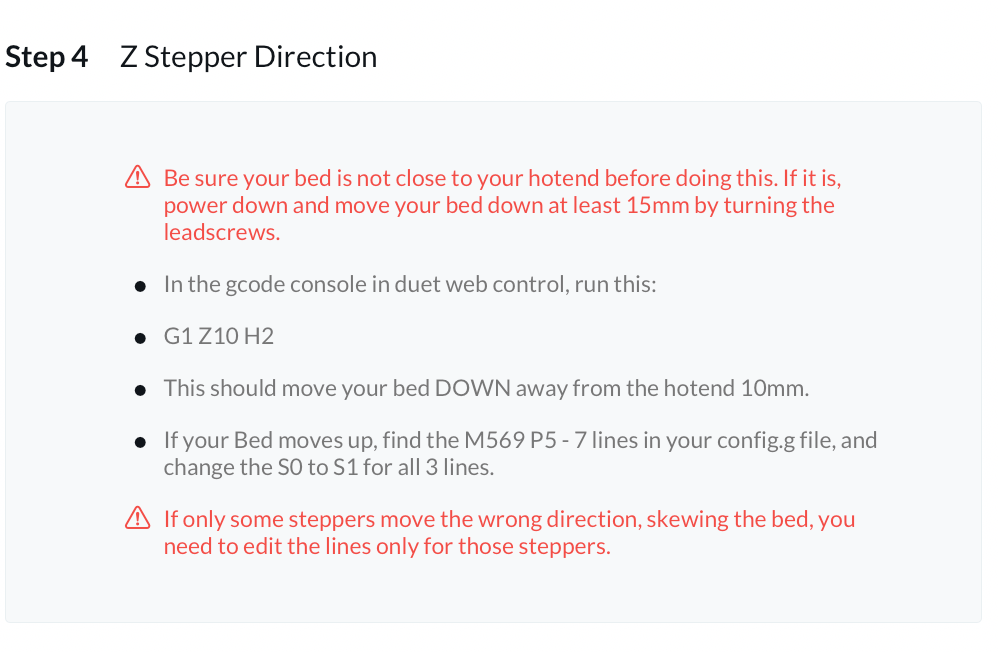
Step 1 Adjusting the Z probe height
Home all 3 axis, and level the bed. Run G32 at least 3 times, so your bed is as level as it can be.
Run G28 Z to return to the center of the bed. Your bed will move to Z10.
Run the following gcode, so we can move below Z0 if needed:
G92 Z12
Place a sheet of paper on your bed.
Using the jog buttons in duet web control, slowly jog down until your nozzle just contacts the paper (slide the paper around until you can feel the nozzle touching it. Use the smallest steps as you get close)
Remove the piece of paper, and run the "Probe Point" macro (click on the macro and it will ask you if you want to run it)
The printer will re-home Z, stopping when the probe triggers.While attempting Probe Point in macro this is what i get in the console
2020-09-08, 10:07:04 AM M98 P"0:/macros/ProbePoint.webloc" Error: Bad command: Error: Bad command: Error: Bad command: Error: Bad command: Error: Bad command: URL Error: Bad command: https://www.dropbox.com/sh/gp2ur784zapus20/AAB-T6NDcGL_TO6CF_CBRHaXa/ProbePoint?dl=0 Error: Bad command: Error: Bad command:Did i do this correct the text thing not screen shot?
-
something went wrong with the macro that you downloaded. thats not the content of the macro but the link to the macro
-
Well i am lost again the macro down load
-
@camassey I followed the link in the error report you posted (glad to see you’ve got the hang of code formatting), downloaded the ‘Probepoint’ file from Dropbox. It contains:
G92 Z0 G1 Z5 G30 S-1Remember, these aren’t our instructions. Isn’t there a forum for support with the guide you’ve following?
Ian
-
Thanks for educating me.....my little sister knew what you where saying and walked me threw it THANKS sis.
Yes there is a forum but it is like the wild west answer coming at you from all direction very overwhelming . This is much more civilized, just reloaded the macro file think it is in there now.How would i check