layer count off
-
Noticed during prints that the layer count indicator in webcontrol seems way off
in this image.. the print only have a few layers to go .. but it does Layer 190 of 1160
Board: Duet 2 WiFi (2WiFi)
Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 3.2 (2021-01-05)
Duet WiFi Server Version: 1.25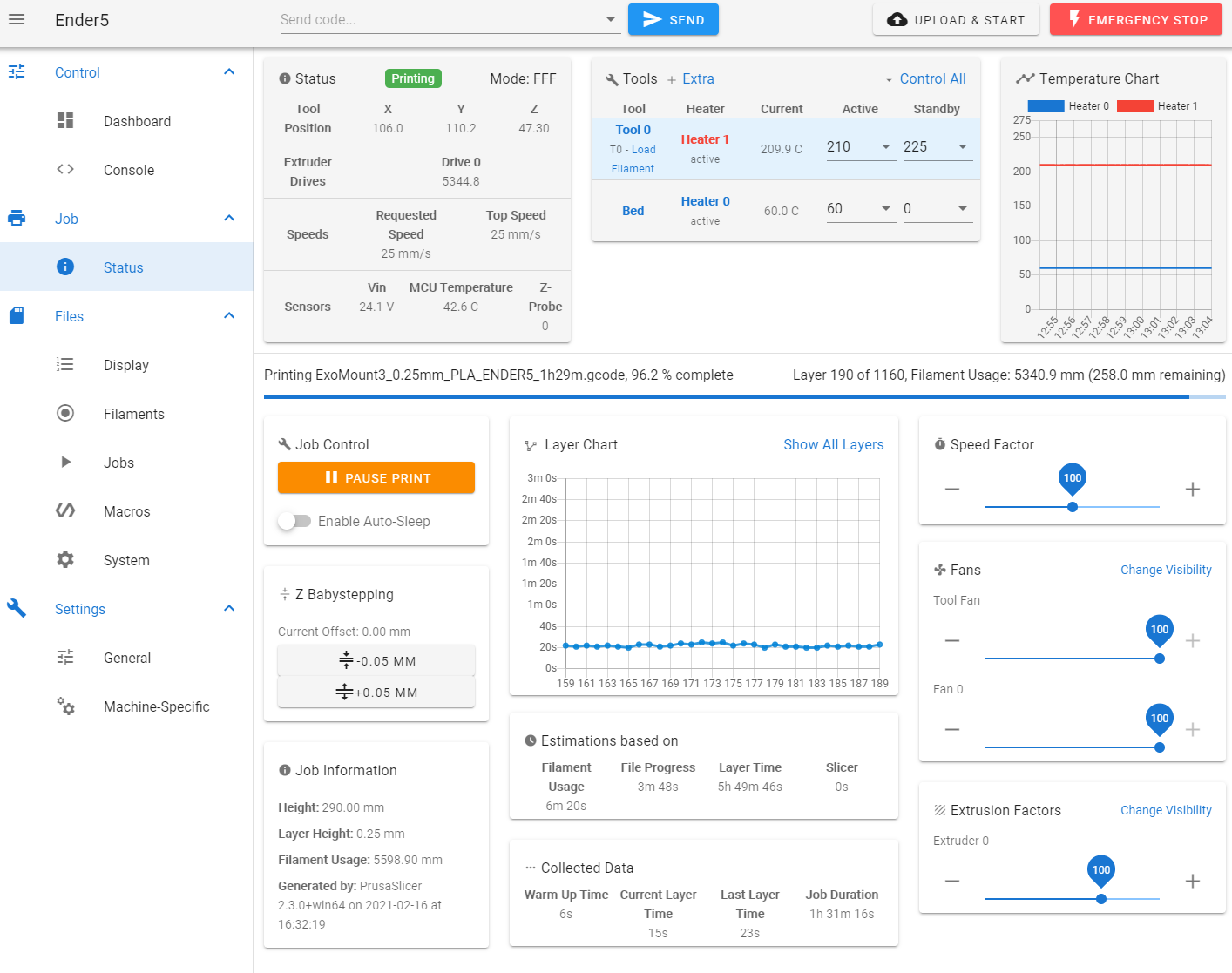
-
Post the sample gcode please. It's likely there is a z move in the start or end code that is confusing it.
-
Here is Gcode file
-
;TYPE:Custom ; Filament-specific end gcode ;END gcode for filament G1 Z30.05 F600 ; Move print bed down G1 X50 Y50 F9000 ; present print G1 Z290 F600 ; Move print bed down further downIt's picking up the Z290 as the final z move on the file and assuming that's the height.
Try altering those z move by adding ;E after the feed rate. Like this:
G1 Z290 F600 ;EDo that for all 3 of those z moves.
-
hmm not sure how to accomplish this un prusaslicer, so it dos this every time.
need to look into it -
@Adamfilip Edit your ending gcode. Printer Setting->Custom G-code, look in the End G-code box.
-
This is my end g code script
{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F600{endif} ; Move print bed down G1 X50 Y50 F{travel_speed*60} ; present print {if max_layer_z < max_print_height-10}G1 Z{z_offset+max_print_height-10} F600{endif} ; Move print bed down further down M140 S0 ; turn off heatbed M104 S0 ; turn off temperature M107 ; turn off fan M84 X Y E ; disable motors -
add an "E" to this line like this
{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F600{endif} ;E Move print bed down G1 X50 Y50 F{travel_speed*60} ; present print {if max_layer_z < max_print_height-10}G1 Z{z_offset+max_print_height-10} F600{endif} ;E Move print bed down further down -
@Adamfilip Woops, it's at Filament Settings->Custom Gcode. Didn't notice the filament part of the comment.