Smarteffector Z Probe trigger height
-
Hello to all:
I have used the macro that emulates M48 in order to check repeatability of the probing. I have a Anycubic Predator with Duet 2 Wifi, Smart effector and the stock Ultrabase Glass Bed.
If I probe on the center of the bed, the values converge around 0.518. But If I probe on X120 Y120 it converges around 0.397. Is this normal?
In order to further investigate this I have calibrated again the Trigger Height with the Nozzle at 150ºC and the Bed at 100ºC (I mostly print on ABS).
I have obtained a value of -0.256 that I have added to config.g by means of "G31 K0 P500 X0.0 Y0.0 Z-0.256" on it.
After that, and with the nozzle and the bed still at the same temperature, I issued a G29 (Run Mesh Compensation).
But I got the following warning:
"Warning: the height map has a substantial Z offset. Suggest use Z-probe to establish Z=0 datum, then re-probe the mesh.
145 points probed, min error 0.176, max error 0.376, mean 0.246, deviation 0.035"
See The resulting height map:
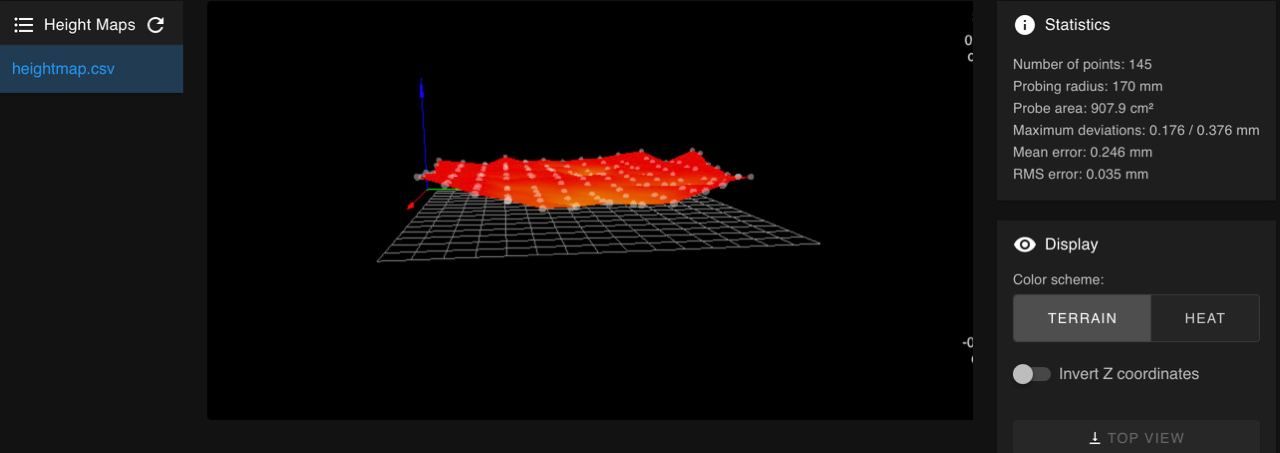
Is this normal for a glass bed???? What should I do next?Thanks in advance for your help!
-
@ignacmc you should allow the temperature to stabilise, then run auto calibration, then run your macro and/or G29.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Done as per your instructions. Heated Bed to 100C, Nozzle to 150C. Waited 15 minutes. Successful G32 calibration and then I set Trigger Height (-0.212 this time) after that i ran G29 and the first time failed saying readings were not consistent, sent G29 again immediately and this time it was apparently successful ("145 points probed, min error -0.080, max error 0.086, mean -0.009, deviation 0.031") Does that look right? Why it failed the first time and running it again without any change it succeeded?
Thanks in advance
Ignacio
-
@ignacmc said in Smarteffector Z Probe trigger height:
Successful G32 calibration and then I set Trigger Height (-0.212 this time)
Why do you change the trigger height after auto calibration? The trigger height should be fixed assuming that you don't change the sensitivity or the probing speed. Measure it, set it in config.g, and leave it alone.
Changing the trigger height setting between auto calibration and mesh probing will give you a height offset.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Sorry for the misunderstanding...I didn't think the Trigger Height could affect Delta Calibration.
Now heating and letting stabilize, then G32:
"G32
Calibrated 6 factors using 13 points, (mean, deviation) before (-0.046, 0.024) after (-0.000, 0.022)
Auto calibration successful, deviation 0.022mm"and after that G29 gives:
"G29
145 points probed, min error -0.036, max error 0.120, mean 0.025, deviation 0.027
Height map saved to file 0:/sys/heightmap.csv"
Does it look right to you?
Thanks in advance
-
@ignacmc said in Smarteffector Z Probe trigger height:
Does it look right to you?
Yes!
Running auto calibration adjusts the endstop corrections, which has the side effect of setting the Z=0 height. If you don't think auto calibration is needed, then after letting temperatures stabilise you can instead set the Z=0 height by moving the nozzle to e.g. 5mm above bed centre (G1 X0 Y0 Z5 Fxxx) and doing a single G30 probe.
You should do this or auto calibration immediately before running G29 to do bed probing. You should not need to adjust the G31 trigger height unless you change something, e.g. the Smart Effector sensitivity, or the hardness of the bed (a softer bed may have a lower i.e. more negative trigger height).
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Thank you very much for your time, David. Yes, I do a G1 Z10 F6000 and then a G30 before each print. I set the nozzle to 150C and the bed to printing temperature.
Looking at my height map...Should I also perform a G32 and/or a G29 S1 before each print? There has always been a controversy about using G29 on a well constructed (hope is my case) Delta. Some people told me it is not needed. What is your opinion?BTW, These are my Delta Settings:
M665 L440.718:440.718:440.718 R227.310 H432.185 B185.0 X0.016 Y0.013 Z0.000
M666 X0.194 Y-0.336 Z0.142 A-0.20 B-0.26Thanks in advance
Ignacio -
@ignacmc I run G32 every time I turn my delta printer on, after heating it to printing temperature. However it probably isn't necessary except after moving the machine or doing maintenance on it. If I didn't run G32 then I would do a single G30 probe instead.
When I probe with G29 I find the height map is very flat except at the edges of the bed. So I don't bother running G29 unless I am doing a large print that covers most of the bed.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Noted! I will follow your advice. Thank you so much!