error G0\G1 home Z ratrig vcore 500
-
@rushmere3d Yes both
and still the same problem Error: Heater 0 fault: temperature rising much more slowly than the expected 0.6°C/sec -
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I don't know what to do now...
I can't manual set temperature of the hotend only command M303 H1 S works and when I tried to print something super slicer set hotend 248 degrees but after minute againg error about rising temp too slow; Endstops
M574 X1 S1 P"io0.in" ; configure active high endstops
M574 Y2 S1 P"io1.in" ; configure active high endstopsM671 X-4.5:250:504.5 Y-4.52:505:-4.52 S5 ; define positions of Z leadscrews or bed levelling screws
M557 X20:480 Y20:480 P5 ; define 5x5 mesh grid; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B3950 A"Bed" ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out5 and map it to sensor 0
M307 H1 R2.794 C222.6 D8.63 S1.00 V24.2 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S110 ; set temperature limit for heater 0 to 110C;; Run Bed PID Tune!! Below is an example for a 300x300 bed
M307 H0 A303.1 C356.7 D1.4 S1.00 V24.0 B0; Fans
M950 F0 C"out4" Q500 ; create fan 0 on pin out4 and set its frequency
M106 P0 C"Layer Fan" S0 H-1 ; set fan 0 name and value. Thermostatic control is turned off
M950 F1 C"out3" Q500 ; create fan 1 on pin out3 and set its frequency
M106 P1 C"Hotend Fan" S0 H1 T45 ; set fan 1 name and value. Thermostatic control turned on for Hotend; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0CM950 H1 C"out1" T1 ; create nozzle heater output on out2 and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S250 ; set the maximum temperature in C for heater; EVA 2 / BMG / E3D V6
M92 E830 ; set extruder steps per mm, 0.9 angle/step (LDO Pancake)
M906 E800 ; set extruder motor current (mA) and idle factor in per centM308 S1 P"temp1" Y"thermistor" T100000 B4725 C7.060000e-8 A"Hotend"
;; Run Heater PID Tune!!
M307 H1 A751.5 C196.6 D4.7 S1.00 V23.9 B0; Z-Probe
;; Inductive Probe
M558 P5 C"!io3.in" H5 F400 T5000 ; set Z probe type to unmodulated and the dive height + speeds
G31 P500 X-30 Y-15 Z0.20 ; set Z probe trigger value, offset and trigger height, more Z means closer to the bed
; BLTouch
M950 S0 C"io2.out" ; Create a servo pin on io7
M558 P9 C"io2.in" H5 F240 T10800 A5 ; set Z probe type to unmodulated and the dive height + speeds
G31 P25 X-28.00 Y-13.00 Z0.90 ; set Z probe trigger value, offset and trigger height, more Z means closer to the bed; Select default tool
T0; Pressure Advance
M572 D0 S0.10 -
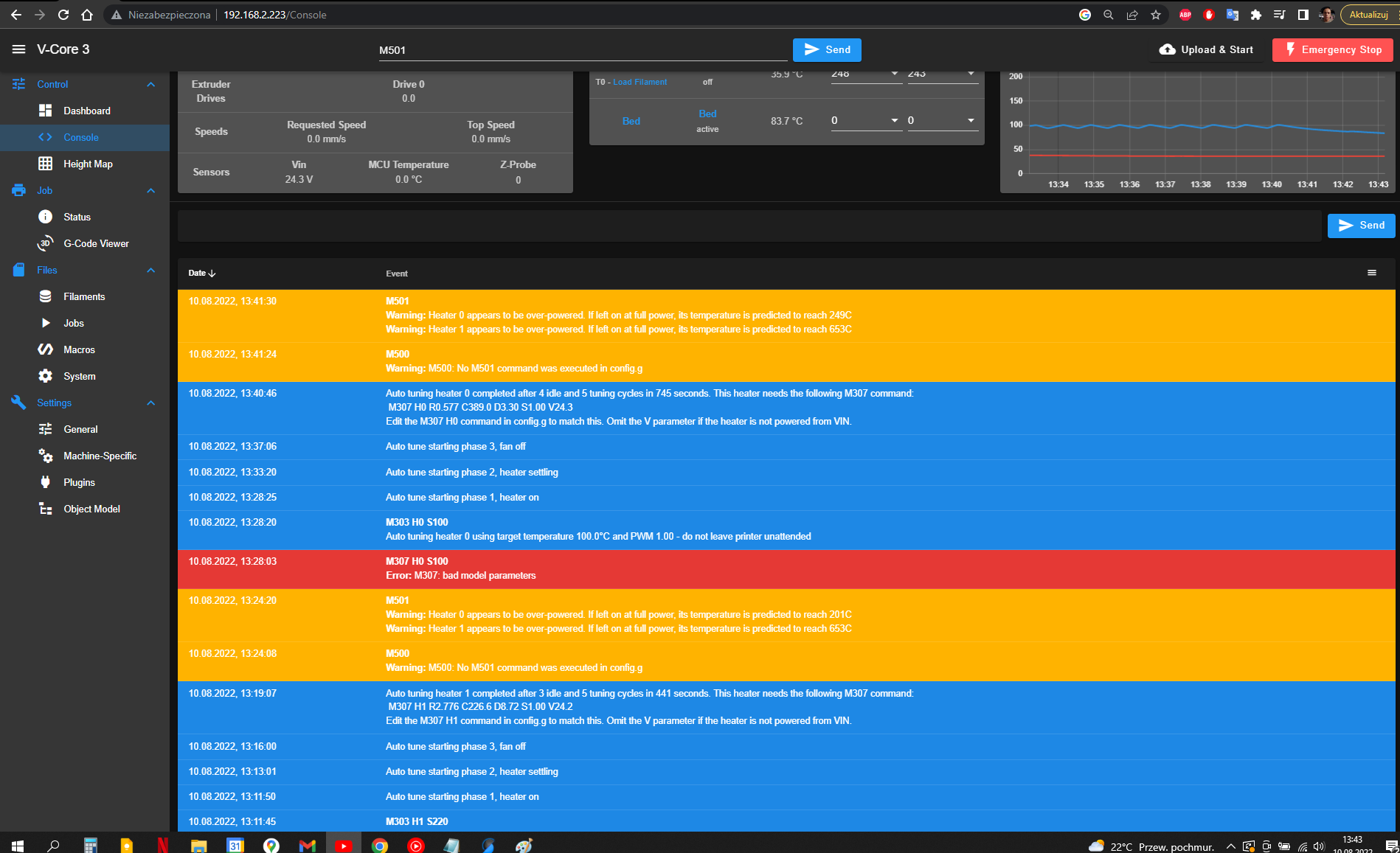
@dejvid17 after tuning heaters you have used M500 to save the new M307 parameters to config-ovwrride.g, but you don;t have a M501 command in config.g to read config-override.g at startup. That's why RRF told you to edit the M307 commands in config.g to match the values obtained by tuning. Did you do that?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
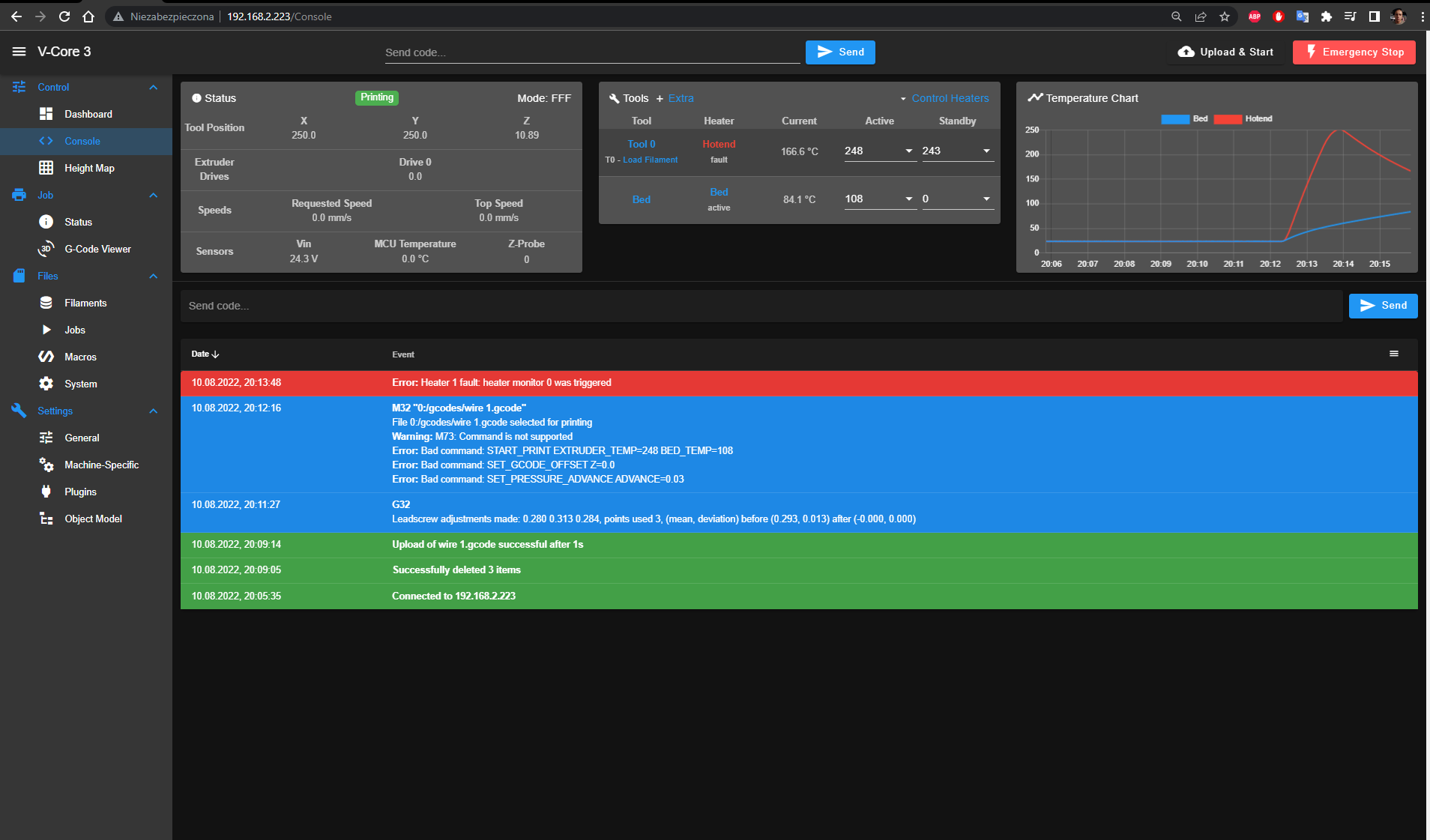
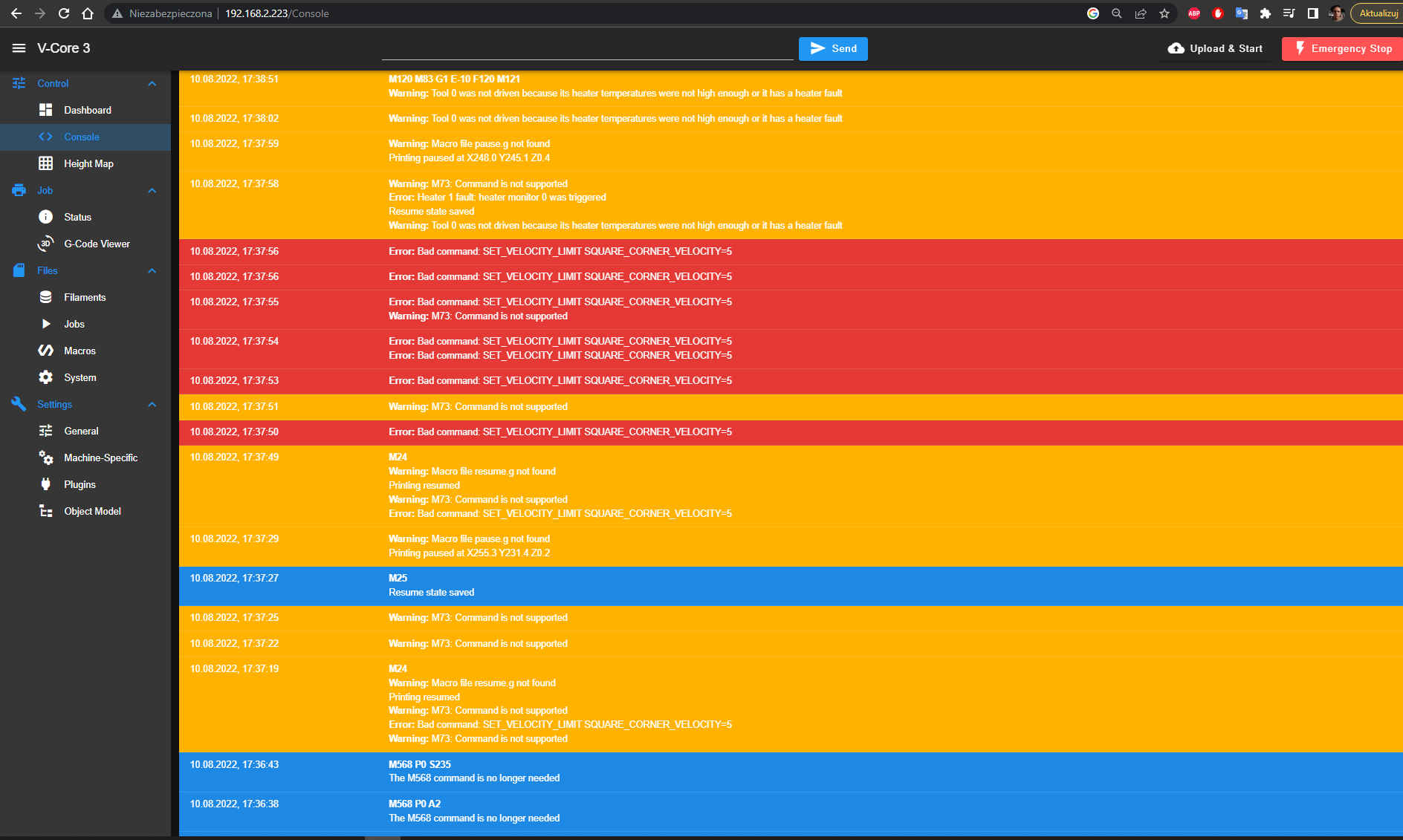
I know I'm annoing butError: Heater 1 fault: heater monitor 0 was triggered
Resume state saved
Warning: Macro file pause.g not found
Printing paused at X250.0 Y250.0 Z10.9M32 "0:/gcodes/1111111.gcode"
File 0:/gcodes/1111111.gcode selected for printing
Warning: M73: Command is not supported
Error: Bad command: START_PRINT EXTRUDER_TEMP=248 BED_TEMP=108
Error: Bad command: SET_GCODE_OFFSET Z=0.0
Error: Bad command: SET_PRESSURE_ADVANCE ADVANCE=0.03config-override.g
; config-override.g file generated in response to M500 at 2022-08-10 16:57
; This is a system-generated file - do not edit
; Heater model parameters
M307 H0 R0.582 C398.938:398.938 D3.39 S1.00 V24.3 B0
M307 H1 R2.788 C216.240:216.240 D8.68 S1.00 V24.2 B0
; Workplace coordinates
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00
M486 S-1I add command M501 on the end of config.g
-
@dejvid17 What is in your start gcode in the slicer? You are still sending unknown commands.
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
-
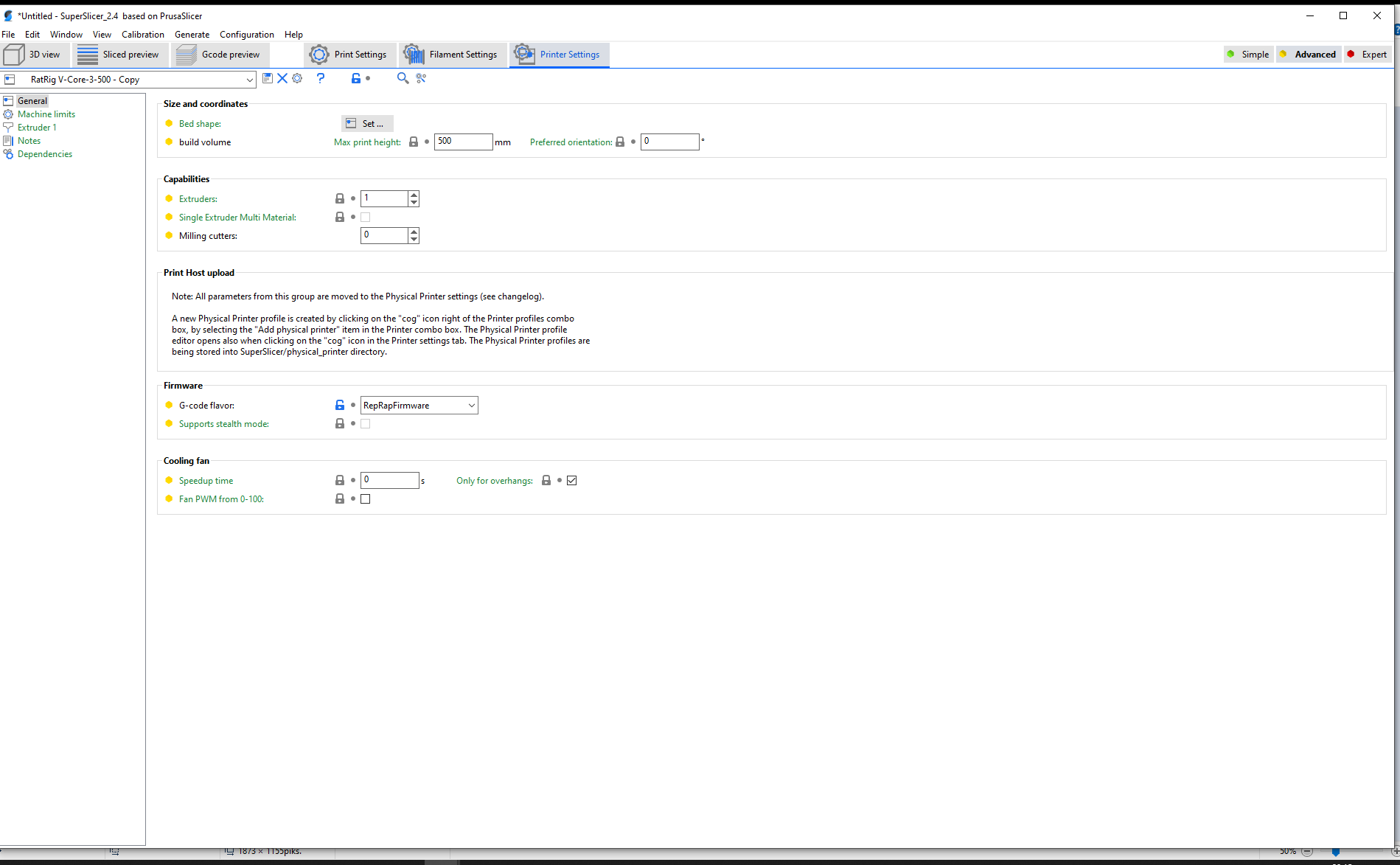
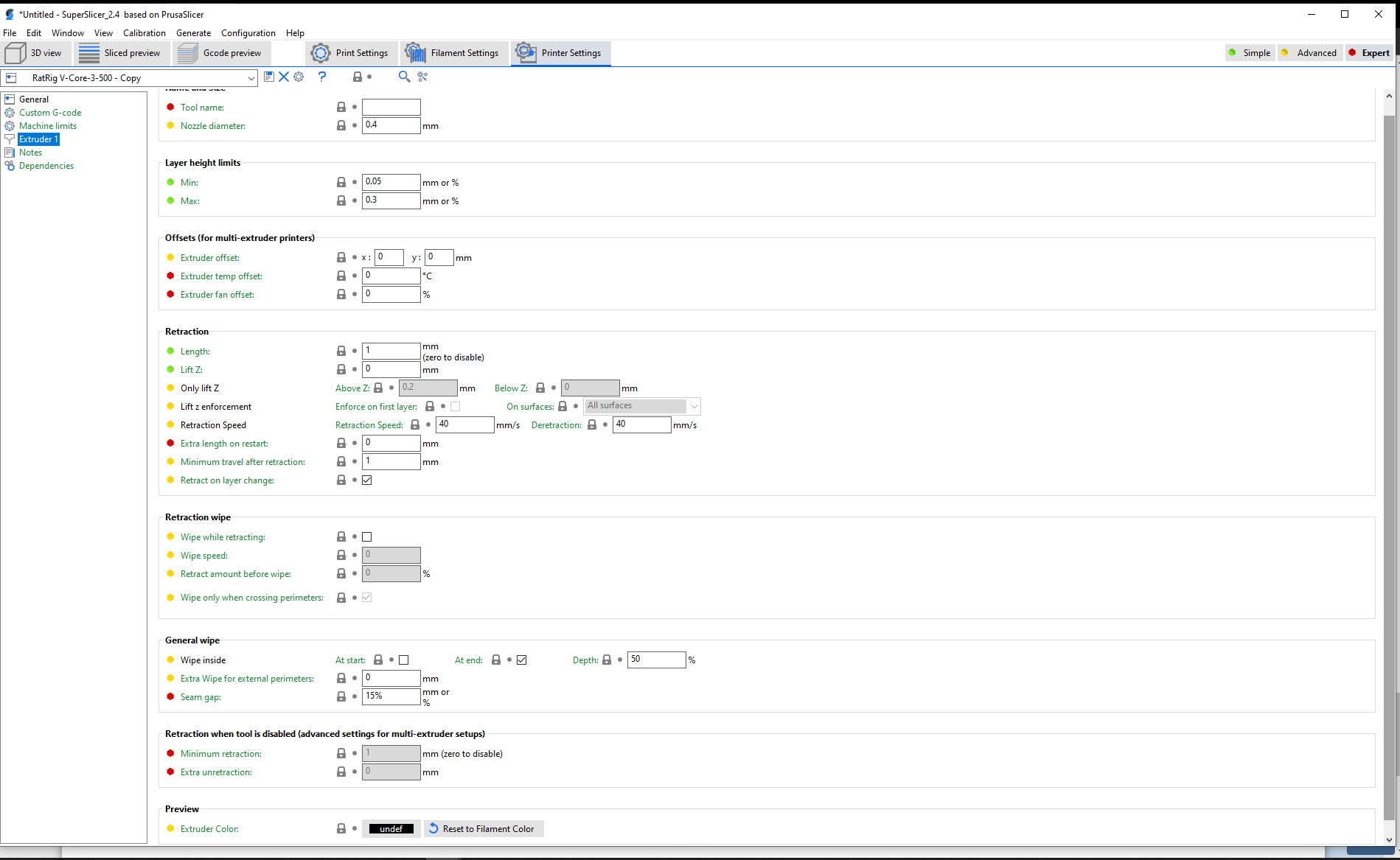
@dejvid17 We need to see the section with your start gcode, end gcode etc. Click the expert button on the far top right, does that show the option? I don't have SS in front on me right now to check.
-
@dejvid17 It also appears your max hotend temp is 250, with a requested 248 you overshoot is probably causing the fault.
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
-
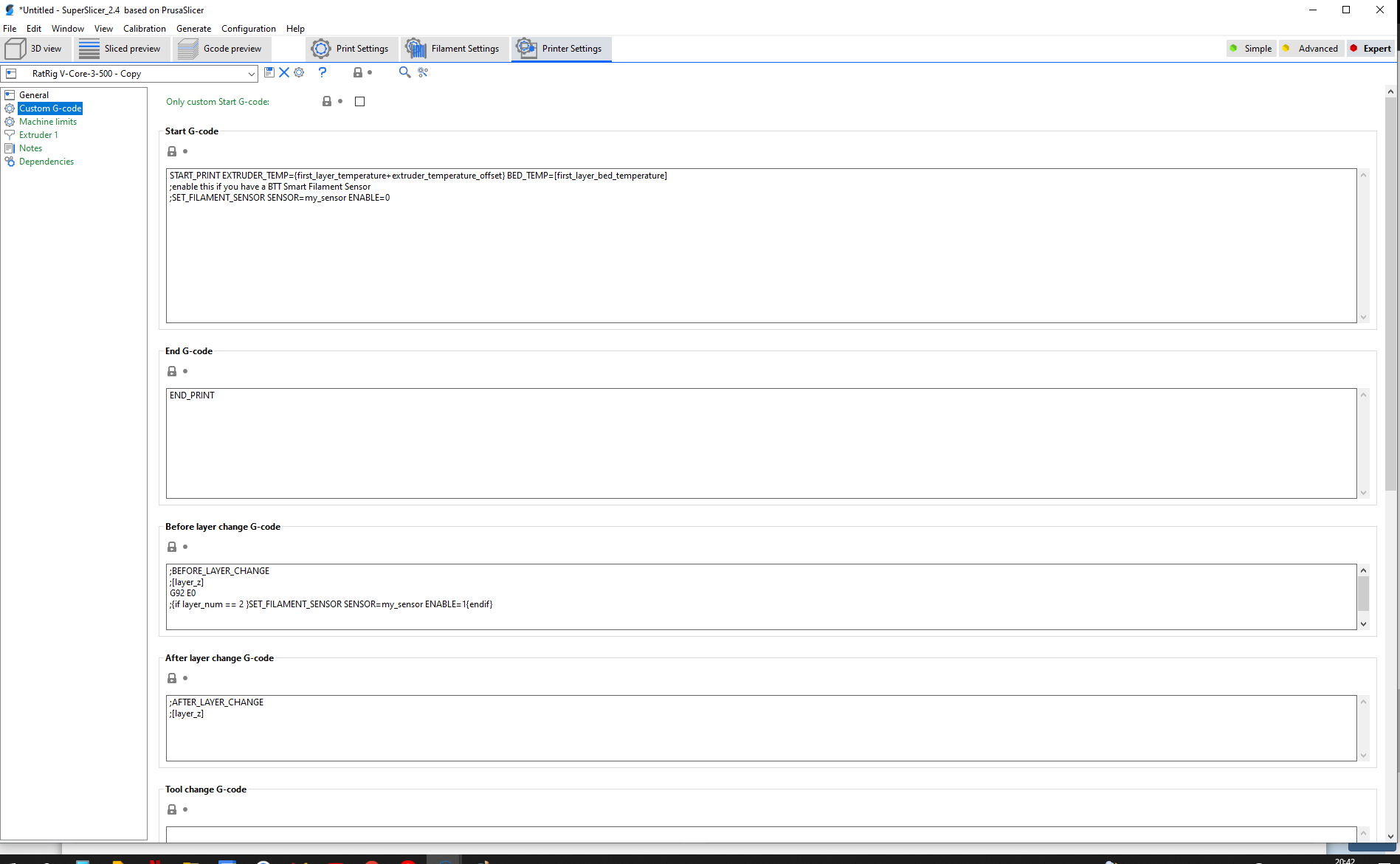
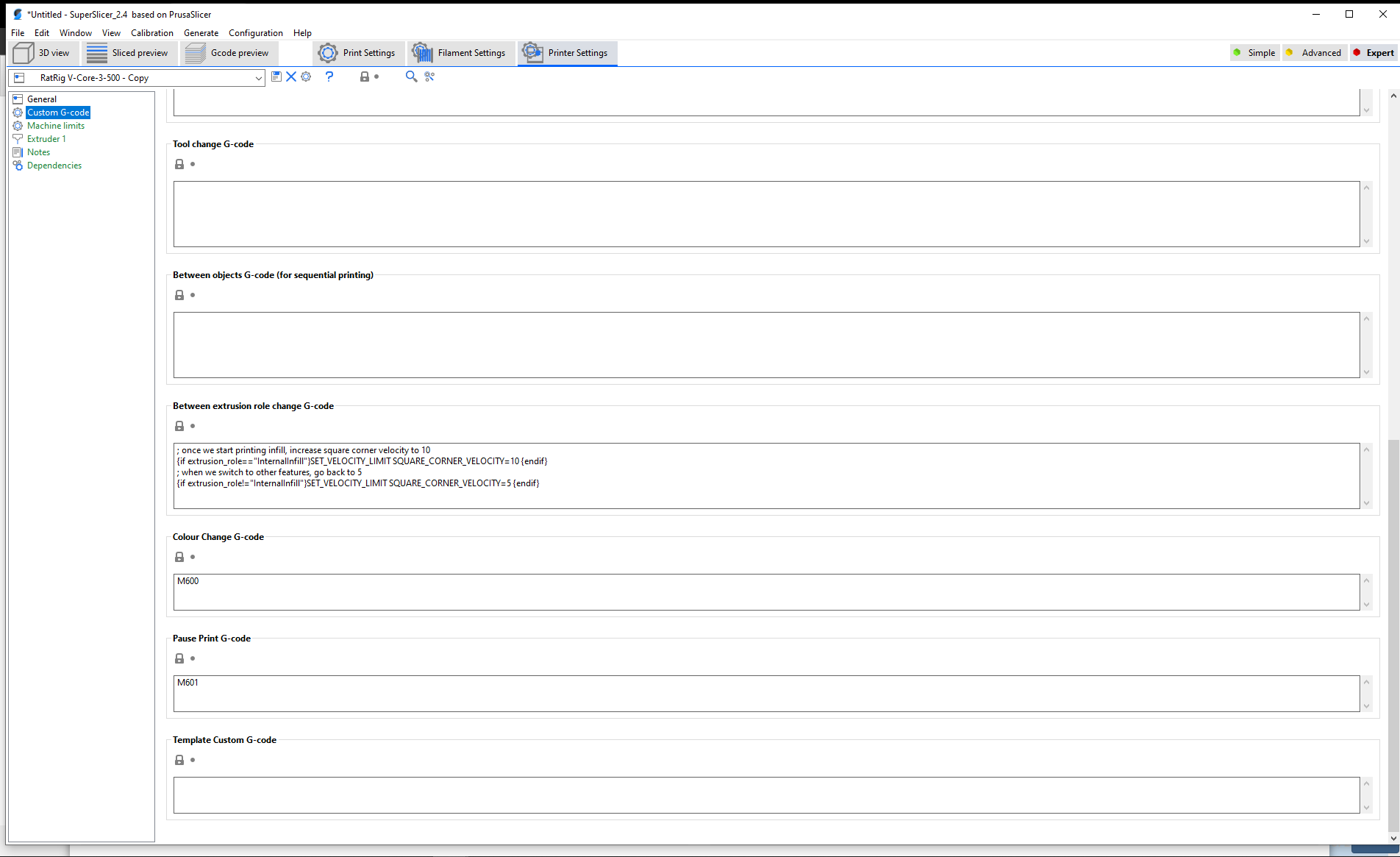
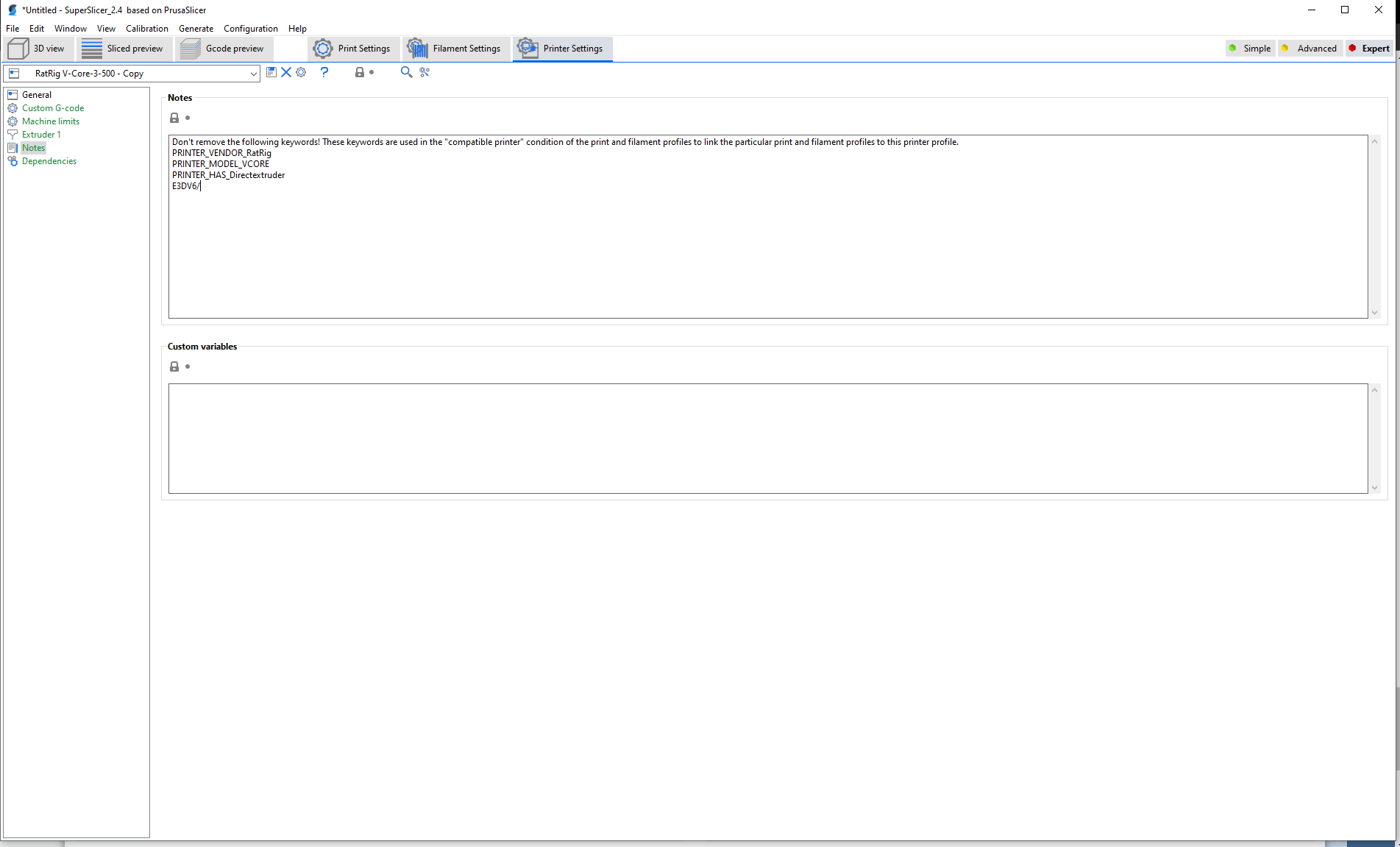
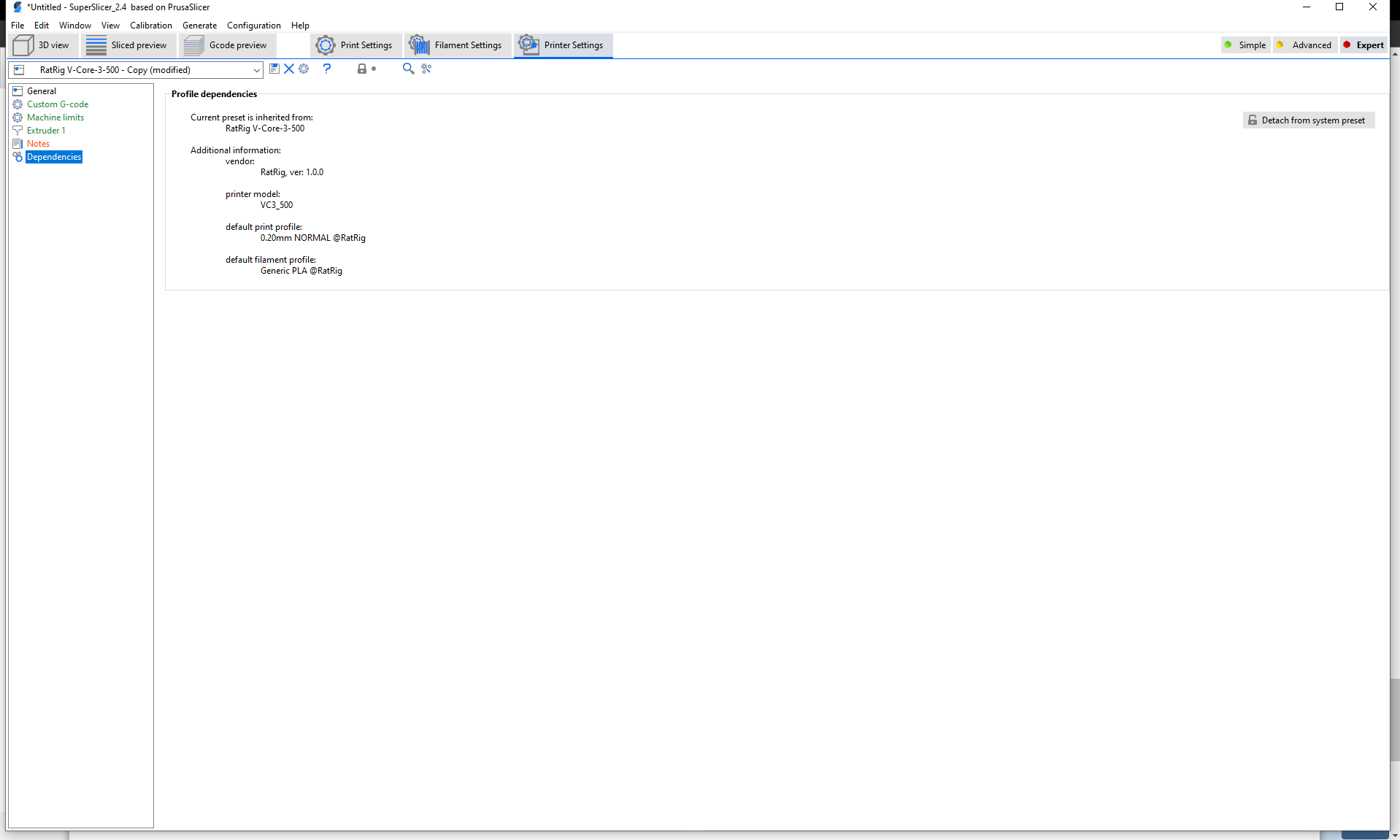
@dejvid17 Right there you see, you don't have a compatible start or end gcode, it's set up to use klipper and macros.
-
@rushmere3d
Do you know where I can find right config superslicer?
I've been tring few option but results the sameWarning: Macro file pause.g not found
Error: Bad command: START_PRINT EXTRUDER_TEMP=225 BED_TEMP=75
Error: Bad command: SET_GCODE_OFFSET Z=0
Error: Bad command: SET_PRESSURE_ADVANCE ADVANCE=0.05 -
@dejvid17 If you know or can message another ratrig Duet user they might be able to help? But and I mean no disrespect, you need to learn this stuff. Read the duet documentation site there is a whole section for gcode commands. What you looking for are the commands to set a extruder and bed temp, as well as to home the printer and then perform a bed level. Gcode reference: https://docs.duet3d.com/en/User_manual/Reference/Gcodes
You also need to pay attention to what the console is telling you, you don't have a pause.g so you need to create one.
The commands are wrong, which I've already told you so it's not going to work until this is changed.
I and others can give you the information but if you don't understand it you'll not be able to fix or change stuff later.
-
You "could" use this for example
Start gcode
G90 ; use absolute coordinates M83 ; extruder relative mode M104 S[first_layer_temperature] ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S[first_layer_temperature] ; wait for extruder temp G28 ; home all G29 S0 ; run meshEnd gcode
M104 S0 ; turn off temperature M140 S0 ; turn off heatbed M107 ; turn off fan {if layer_z < max_print_height}G1 Z{z_offset+min(layer_z+10, max_print_height)} F600{endif} ; Move print head up G1 X5 Y5 F2000 ; present print M84 X Y E ; disable motors -
Of course I'm assuming you've set up homing files, bed leveling files and that you've test things individually before just going head on with a first print?
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
@rushmere3d
I know.. I should start from learning gcode commands but I thought it will be much easier.. -
@dejvid17 So did you get it working?
Follow my adventures in 3D Printing, laser cutting and electronics. https://linktr.ee/Rushmere3D
-
@rushmere3d
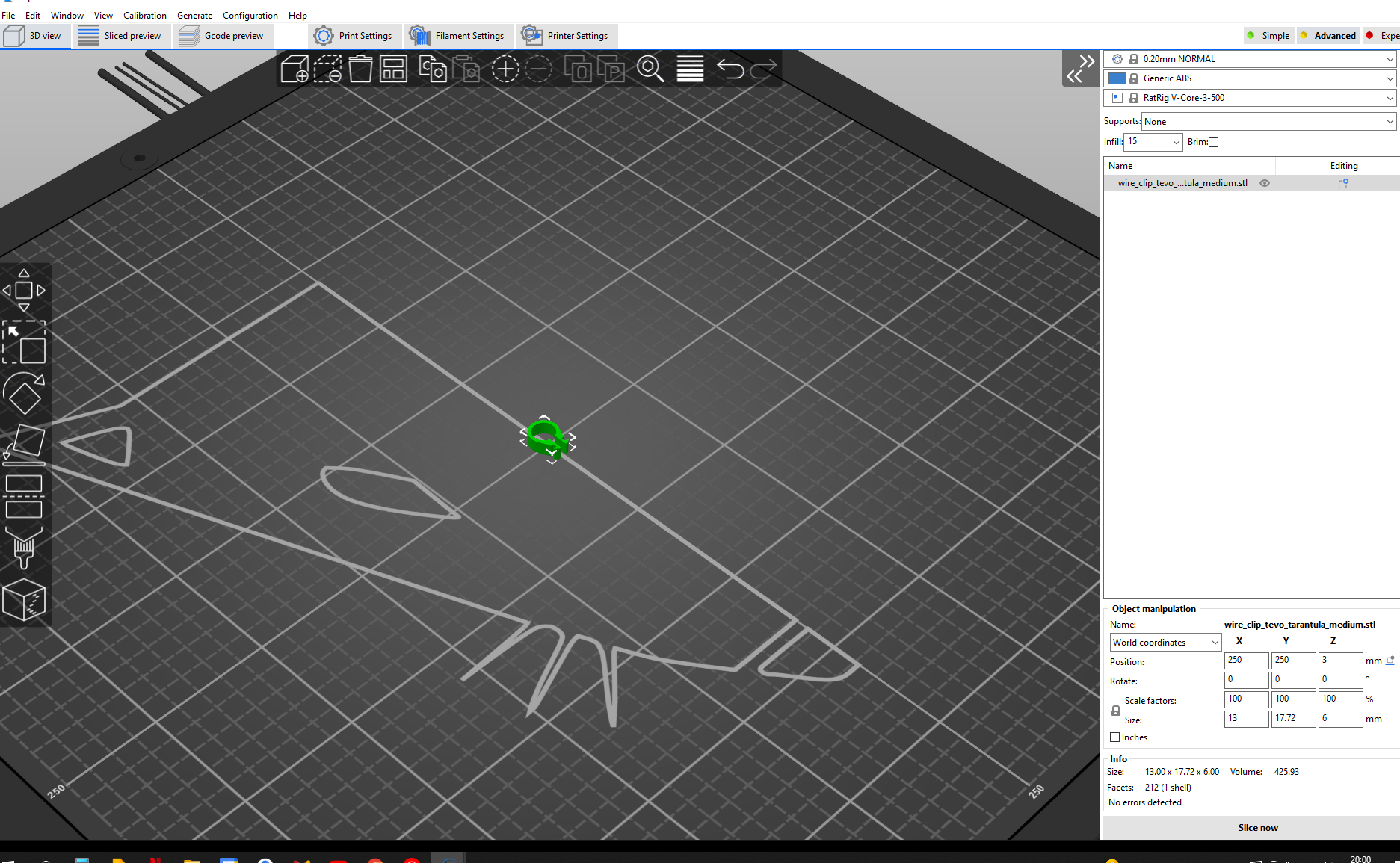
At this moment I have problem with printing. Filament move after extruder and after few sec is a one big ball