Laser Works (but not from lightburn)
-
Smoothieware profile refuses to connect to the board. No idea why, all other profiles I tried have no problem on the same baudrate.
Grbl only issues an S parameter when it changes (presumes it to be sticky)
If you think trial and error is dangerous, try routine. That's even more so!
-
smoothie mode may require marlin compatability mode, and sticky S parameter should work with a recent firmware set to laser mode?
-
@bearer said in Laser Works (but not from lightburn):
smoothie mode may require marlin compatability mode, and sticky S parameter should work with a recent firmware set to laser mode?
I can find no such Marlin Compatibility mode in the Lightburn device settings.
And the sticky S obviously does not work in RRF 3.11RC (unless it has to be enabled somehow? The laser only burns during the first move.; LightBurn 0.9.11 ; GRBL-M3 (1.1e or earlier) device profile, current position G00 G17 G40 G21 G54 G91 ; Cut @ 3000 mm/min, 10% power M9 M5 G0X3.64Y2.28 M3 G1X-0.71Y0.65S25.5F3000 G1X-0.65Y0.71 G1X-0.57Y0.77 G1X-0.5Y0.82 G1X-0.42Y0.88 etc... -
my bad, marlin compat is a RRF thing https://duet3d.dozuki.com/Wiki/Gcode#Section_M555_Set_compatibility
and you're using https://duet3d.dozuki.com/Wiki/Gcode#Section_M452_Select_Laser_Printer_Mode ?
-
@DeltaCon said in Laser Works (but not from lightburn):
Smoothieware profile refuses to connect to the board. No idea why, all other profiles I tried have no problem on the same baudrate.
Grbl only issues an S parameter when it changes (presumes it to be sticky)
Are you trying to connect to the Duet via USB, instead of uploading via HTTP and running the job from SD card?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Laser Works (but not from lightburn):
Are you trying to connect to the Duet via USB, instead of uploading via HTTP and running the job from SD card?
Yes indeed I am. Reason for that is to be able to use Lightburn controls on my laptop beside the machine. I am not familiar enough with my machine yet to have it working "on it's own". And DWC has way to many laser-engraving-unrelated options. I would love a webcontrol that was more CNC related though. I also would love Lightburn to have ethernet connections
") But I am aware that Lightburn can save the gecode and I could upload it through DWC. Feels like more steps that necessary though.
But I am aware that Lightburn can save the gecode and I could upload it through DWC. Feels like more steps that necessary though. -
@bearer said in Laser Works (but not from lightburn):
my bad, marlin compat is a RRF thing https://duet3d.dozuki.com/Wiki/Gcode#Section_M555_Set_compatibility
Oh, okay, I'll try that.
Through the Lightburn forums I was also told that the next lightburn release will havean "inline" option in the Marlin profile that does exactly what we want: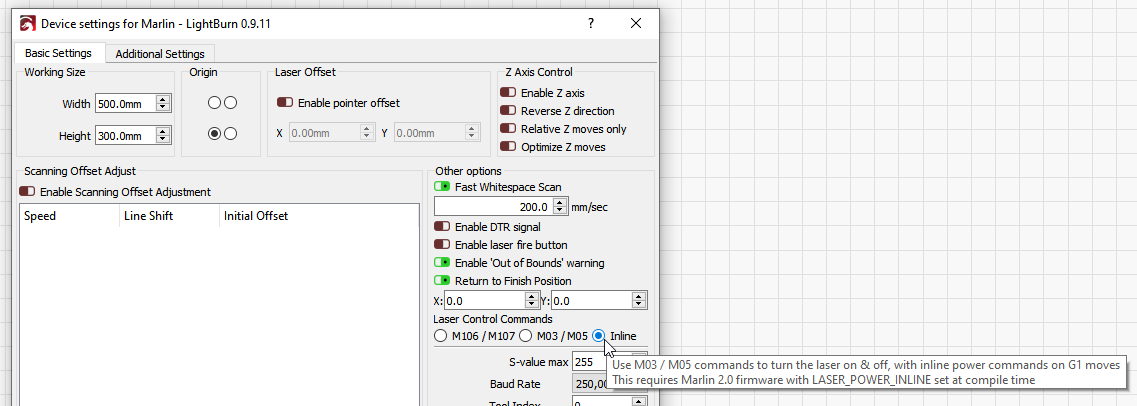
So that's great too!
and you're using https://duet3d.dozuki.com/Wiki/Gcode#Section_M452_Select_Laser_Printer_Mode ?
Hmm, I see where you are going with this... I omitted the S1 parameter in the M452.
That should do the trick... Thanks for this direction. There are so many thing to account for! -
Tested the S1 parameter in M452 and that works. Thanks @bearer for showing me.
Extra questions for the experts:
What is a nice clean method for having a nice clean low-power dot for focussing purposes? Anyone have a ready to use macro for that?
And the second one is about the F parameter in M452. The specs of my lasermodule show a max PWM frequency of 20000Hz. Should I use that or is that some nonsense value? I see many people using different values here, but what values actualy make sense?
-
@DeltaCon Hey Guys, I'm trying to get this working with my laser as well and Lightburn is creating a G9 code in the Marlin version which is making it not work. Any ideas what I can do here? Running RRF 3+ on Duet 2 wifi - Thanks!
-
@Jonty-0 where are you seeing that?
I can generate gcode which works fine (apart from M7 and M8 not being implemented in RRF but they just get ignored)
-
@jay_s_uk Hi Jay, so I tried to run the gcode file and it throws an error straight away. When I look in console it says Warning: M9: Command is not supported
Cancelled printing file: etc/.. xxx/.xx
Error: G0/G1: Target Position outside machine limits.Not sure why it's out of machine limits either but I was going to get to that next!
Thanks.
-
@Jonty-0 can you post an example file?
check the gcode tab of device settings as well
I usually manually home my laser and then use the workplace offsets to set the material position
-
@jay_s_uk Thanks mate. I think it's to do with the positioning somehow - I agree with you that - I think it's ignoring the M9 command but failing on machine limits.
I've homed my workbee, then moved it away from the corner a bit and set my work co-ordinates.
I think I'm setting lightburn wrong somehow. I'll have a play and come back to you! Thanks.
-
@Jonty-0 - OK I got it moving by playing with the positioning settings - so it's going round and round but laser not coming on. Here's an exampe of the gcode generated. Any ideas?
code_text; LightBurn 1.3.01 ; Marlin device profile, absolute coords ; Bounds: X158.39 Y87.67 to X219.61 Y142.33 G21 G90 ; Cut @ 1000 mm/min, 100% power M9 M05 G0 X158.39 Y98.544 F0 G0 Z0 ; Layer C00 M03 S255 G1 X160.587 F1000 G1 Y105.636 G1 Y106.185 G1 X160.64 Y106.73 G1 X160.732 Y107.27 G1 X160.868 Y107.802 G1 X160.991 Y108.107 G1 X161.146 Y108.394 G1 X161.33 Y108.661 G1 X161.541 Y108.907 G1 X161.777 Y109.127 G1 X162.037 Y109.322 G1 X162.318 Y109.488 G1 X162.618 Y109.624 G1 X162.958 Y109.75 G1 X163.307 Y109.84 G1 X163.662 Y109.894 G1 X164.019 Y109.911 G1 X164.376 Y109.892 G1 X164.731 Y109.836 G1 X165.079 Y109.744 G1 X165.419 Y109.615 G1 X165.627 Y109.497 G1 X165.819 Y109.358 G1 X165.994 Y109.2 G1 X166.152 Y109.024 G1 X166.289 Y108.834 G1 X166.406 Y108.629 G1 X166.502 Y108.411 G1 X166.573 Y108.183 G1 X166.656 Y107.832 G1 X166.714 Y107.477 G1 X166.746 Y107.119 G1 Y106.759 G1 Y98.544 G1 X168.949 G1 Y106.759 G1 Y107.352 G1 X168.898 Y107.942 G1 X168.814 Y108.528 G1 X168.692 Y109.108 G1 X168.567 Y109.482 G1 X168.402 Y109.836 G1 X168.199 Y110.166 G1 X167.96 Y110.47 G1 X167.689 Y110.745 G1 X167.386 Y110.988 G1 X167.056 Y111.196 G1 X166.7 Y111.366 G1 X166.168 Y111.559 G1 X165.623 Y111.696 G1 X165.07 Y111.777 G1 X164.512 Y111.804 G1 X163.955 Y111.775 G1 X163.403 Y111.69 G1 X162.858 Y111.55 G1 X162.327 Y111.355 G1 X161.839 Y111.093 G1 X161.384 Y110.781 G1 X160.966 Y110.422 G1 X160.587 Y110.018 G1 Y116.439 G1 X158.39 G1 Y98.544 M05 G0 X174.05 Y106.271 F0 M03 S255 G1 X174.111 Y106.842 F1000 G1 X174.246 Y107.397 G1 X174.454 Y107.93 G1 X174.733 Y108.432 G1 X175.042 Y108.825 G1 X175.397 Y109.168 G1 X175.792 Y109.455 G1 X176.221 Y109.686 G1 X176.677 Y109.856 G1 X177.154 Y109.962 G1 X177.646 Y110.003 G1 X178.145 Y109.974 G1 X178.673 Y109.882 G1 X179.17 Y109.711 G1 X179.629 Y109.467 G1 X180.043 Y109.157 G1 X180.405 Y108.787 G1 X180.707 Y108.364 G1 X180.942 Y107.894 G1 X181.104 Y107.383 G1 X181.219 Y106.831 G1 X181.289 Y106.271 G1 X174.05 M05 G0 X171.774 Y106.533 F0 M03 S255 G1 X171.694 Y105.899 F1000 G1 X171.655 Y105.261 G1 Y104.624 G1 X171.7 Y103.987 G1 X171.784 Y103.354 G1 X171.909 Y102.727 G1 X172.074 Y102.107 G1 X172.215 Y101.721 G1 X172.383 Y101.351 G1 X172.576 Y100.996 G1 X172.793 Y100.659 G1 X173.032 Y100.34 G1 X173.293 Y100.04 G1 X173.574 Y99.76 G1 X173.874 Y99.502 G1 X174.192 Y99.265 G1 X174.527 Y99.052 G1 X174.876 Y98.862 G1 X175.24 Y98.698 G1 X175.616 Y98.56 G1 X176.004 Y98.449 G1 X176.402 Y98.366 G1 X176.809 Y98.312 G1 X177.597 Y98.254 G1 X178.386 Y98.268 G1 X179.117 Y98.343 G1 X179.829 Y98.507 G1 X180.516 Y98.757 G1 X181.17 Y99.092 G1 X181.551 Y99.358 G1 X181.905 Y99.654 G1 X182.232 Y99.978 G1 X182.529 Y100.329 G1 X182.794 Y100.704 G1 X183.027 Y101.101 G1 X183.225 Y101.519 G1 X183.386 Y101.955 G1 X183.535 Y102.438 G1 X181.265 Y102.719 G1 X181.134 Y102.383 G1 X180.916 Y101.9 G1 X180.637 Y101.454 G1 X180.3 Y101.049 G1 X179.91 Y100.692 G1 X179.634 Y100.517 G1 X179.345 Y100.368 G1 X179.046 Y100.247 G1 X178.737 Y100.155 G1 X178.421 Y100.091 G1 X178.099 Y100.056 G1 X177.775 G1 X177.449 Y100.075 G1 X176.969 Y100.15 G1 X176.509 Y100.286 G1 X176.074 Y100.48 G1 X175.669 Y100.727 G1 X175.3 Y101.025 G1 X174.972 Y101.37 G1 X174.689 Y101.758 G1 X174.457 Y102.185 G1 X174.243 Y102.734 G1 X174.083 Y103.299 G1 X173.978 Y103.877 G1 X173.928 Y104.464 G1 X183.596 G1 X183.614 Y105.416 G1 X183.534 Y106.361 G1 X183.358 Y107.294 G1 X183.087 Y108.206 G1 X182.915 Y108.614 G1 X182.714 Y109.003 G1 X182.485 Y109.372 G1 X182.229 Y109.719 G1 X181.949 Y110.043 G1 X181.646 Y110.343 G1 X181.322 Y110.619 G1 X180.978 Y110.869 G1 X180.616 Y111.091 G1 X180.237 Y111.286 G1 X179.844 Y111.451 G1 X179.438 Y111.586 G1 X179.019 Y111.689 G1 X178.591 Y111.76 G1 X178.155 Y111.798 G1 X177.712 G1 X177.214 G1 X176.72 Y111.745 G1 X176.234 Y111.654 G1 X175.758 Y111.523 G1 X175.295 Y111.352 G1 X174.848 Y111.142 G1 X174.418 Y110.894 G1 X174.009 Y110.608 G1 X173.618 Y110.267 G1 X173.26 Y109.896 G1 X172.937 Y109.497 G1 X172.65 Y109.071 G1 X172.4 Y108.623 G1 X172.19 Y108.154 G1 X172.021 Y107.667 G1 X171.894 Y107.164 G1 X171.774 Y106.533 M05 G0 X186.341 Y98.544 F0 M03 S255 G1 X188.538 F1000 G1 Y116.439 G1 X186.341 G1 Y98.544 M05 G0 X194.231 Y101.518 F0 M03 S255 G1 X193.964 Y101.94 F1000 G1 X193.755 Y102.402 G1 X193.558 Y103.041 G1 X193.422 Y103.694 G1 X193.345 Y104.357 G1 X193.33 Y105.026 G1 X193.341 Y105.576 G1 X193.389 Y106.123 G1 X193.477 Y106.666 G1 X193.602 Y107.202 G1 X193.712 Y107.555 G1 X193.855 Y107.893 G1 X194.029 Y108.215 G1 X194.232 Y108.518 G1 X194.463 Y108.8 G1 X194.721 Y109.059 G1 X195.004 Y109.293 G1 X195.311 Y109.5 G1 X195.793 Y109.733 G1 X196.296 Y109.891 G1 X196.812 Y109.974 G1 X197.331 G1 X197.847 Y109.918 G1 X198.35 Y109.78 G1 X198.833 Y109.569 G1 X199.288 Y109.285 G1 X199.534 Y109.081 G1 X199.762 Y108.858 G1 X199.97 Y108.619 G1 X200.158 Y108.363 G1 X200.324 Y108.094 G1 X200.468 Y107.811 G1 X200.589 Y107.517 G1 X200.687 Y107.212 G1 X200.837 Y106.54 G1 X200.929 Y105.858 G1 X200.965 Y105.171 G1 X200.943 Y104.482 G1 X200.902 Y103.955 G1 X200.82 Y103.435 G1 X200.698 Y102.922 G1 X200.536 Y102.42 G1 X200.352 Y102.001 G1 X200.12 Y101.614 G1 X199.844 Y101.261 G1 X199.527 Y100.945 G1 X199.174 Y100.672 G1 X198.788 Y100.443 G1 X198.374 Y100.263 G1 X197.935 Y100.135 G1 X197.64 Y100.088 G1 X197.343 Y100.062 G1 X197.046 G1 X196.748 Y100.077 G1 X196.249 Y100.165 G1 X195.774 Y100.32 G1 X195.329 Y100.537 G1 X194.919 Y100.812 G1 X194.552 Y101.14 G1 X194.231 Y101.518 M05 G0 X192.018 Y100.967 F0 M03 S255 G1 X192.247 Y100.617 F1000 G1 X192.5 Y100.287 G1 X192.776 Y99.977 G1 X193.073 Y99.69 G1 X193.391 Y99.426 G1 X193.727 Y99.186 G1 X194.081 Y98.971 G1 X194.451 Y98.783 G1 X194.835 Y98.623 G1 X195.232 Y98.491 G1 X195.64 Y98.389 G1 X196.059 Y98.318 G1 X196.487 Y98.278 G1 X197.029 Y98.252 G1 X197.571 Y98.263 G1 X198.177 Y98.321 G1 X198.768 Y98.439 G1 X199.342 Y98.614 G1 X199.895 Y98.845 G1 X200.422 Y99.13 G1 X200.919 Y99.466 G1 X201.383 Y99.852 G1 X201.808 Y100.287 G1 X202.246 Y100.893 G1 X202.599 Y101.548 G1 X202.862 Y102.245 G1 X203.03 Y102.974 G1 X203.173 Y103.979 G1 X203.224 Y104.99 G1 X203.184 Y106.002 G1 X203.052 Y107.009 G1 X202.885 Y107.726 G1 X202.63 Y108.408 G1 X202.294 Y109.047 G1 X201.881 Y109.636 G1 X201.398 Y110.169 G1 X200.85 Y110.64 G1 X200.242 Y111.04 G1 X199.58 Y111.363 G1 X198.947 Y111.567 G1 X198.302 Y111.709 G1 X197.65 Y111.788 G1 X196.994 Y111.803 G1 X196.339 Y111.756 G1 X195.691 Y111.646 G1 X195.054 Y111.473 G1 X194.431 Y111.238 G1 X193.868 Y110.94 G1 X193.347 Y110.583 G1 X192.874 Y110.172 G1 X192.452 Y109.71 G1 X192.085 Y109.204 G1 X191.777 Y108.658 G1 X191.532 Y108.076 G1 X191.354 Y107.464 G1 X191.216 Y106.8 G1 X191.123 Y106.132 G1 X191.074 Y105.459 G1 Y104.786 G1 X191.109 Y104.114 G1 X191.193 Y103.445 G1 X191.32 Y102.782 G1 X191.492 Y102.127 G1 X191.639 Y101.723 G1 X191.815 Y101.336 G1 X192.018 Y100.967 M05 G0 X177.801 Y94.769 F0 M03 S255 G1 X178.708 Y93.91 F1000 G1 X179.652 Y93.099 G1 X180.632 Y92.337 G1 X181.647 Y91.626 G1 X182.693 Y90.968 G1 X183.771 Y90.365 G1 X184.879 Y89.817 G1 X186.014 Y89.328 G1 X187.176 Y88.898 G1 X188.362 Y88.53 G1 X189.572 Y88.225 G1 X190.803 Y87.984 G1 X192.054 Y87.811 G1 X193.323 Y87.705 G1 X194.61 Y87.669 G1 X195.896 Y87.705 G1 X197.166 Y87.811 G1 X198.417 Y87.984 G1 X199.648 Y88.225 G1 X200.858 Y88.53 G1 X202.044 Y88.898 G1 X203.206 Y89.328 G1 X204.341 Y89.817 G1 X205.449 Y90.365 G1 X206.526 Y90.968 G1 X207.573 Y91.626 G1 X208.588 Y92.337 G1 X209.568 Y93.099 G1 X210.512 Y93.91 G1 X211.419 Y94.769 G1 X212.288 Y95.674 G1 X213.115 Y96.624 G1 X213.901 Y97.615 G1 X214.643 Y98.648 G1 X215.34 Y99.719 G1 X215.991 Y100.828 G1 X216.593 Y101.973 G1 X217.145 Y103.151 G1 X217.645 Y104.362 G1 X218.093 Y105.603 G1 X218.486 Y106.873 G1 X218.823 Y108.17 G1 X219.102 Y109.492 G1 X219.322 Y110.838 G1 X219.481 Y112.206 G1 X219.577 Y113.594 G1 X219.61 Y115 G1 X219.577 Y116.406 G1 X219.481 Y117.794 G1 X219.322 Y119.162 G1 X219.102 Y120.508 G1 X218.823 Y121.83 G1 X218.486 Y123.127 G1 X218.093 Y124.397 G1 X217.645 Y125.638 G1 X217.145 Y126.849 G1 X216.593 Y128.027 G1 X215.991 Y129.172 G1 X215.34 Y130.281 G1 X214.643 Y131.352 G1 X213.901 Y132.385 G1 X213.115 Y133.376 G1 X212.288 Y134.326 G1 X211.419 Y135.231 G1 X210.512 Y136.09 G1 X209.568 Y136.901 G1 X208.588 Y137.663 G1 X207.573 Y138.374 G1 X206.526 Y139.032 G1 X205.449 Y139.635 G1 X204.341 Y140.183 G1 X203.206 Y140.672 G1 X202.044 Y141.102 G1 X200.858 Y141.47 G1 X199.648 Y141.775 G1 X198.417 Y142.016 G1 X197.166 Y142.189 G1 X195.896 Y142.295 G1 X194.61 Y142.331 G1 X193.323 Y142.295 G1 X192.054 Y142.189 G1 X190.803 Y142.016 G1 X189.572 Y141.775 G1 X188.362 Y141.47 G1 X187.176 Y141.102 G1 X186.014 Y140.672 G1 X184.879 Y140.183 G1 X183.771 Y139.635 G1 X182.693 Y139.032 G1 X181.647 Y138.374 G1 X180.632 Y137.663 G1 X179.652 Y136.901 G1 X178.708 Y136.09 G1 X177.801 Y135.231 G1 X176.932 Y134.326 G1 X176.105 Y133.376 G1 X175.319 Y132.385 G1 X174.577 Y131.352 G1 X173.88 Y130.281 G1 X173.229 Y129.172 G1 X172.627 Y128.027 G1 X172.075 Y126.849 G1 X171.575 Y125.638 G1 X171.127 Y124.397 G1 X170.734 Y123.127 G1 X170.397 Y121.83 G1 X170.118 Y120.508 G1 X169.898 Y119.162 G1 X169.739 Y117.794 G1 X169.643 Y116.406 G1 X169.61 Y115 G1 X169.643 Y113.594 G1 X169.739 Y112.206 G1 X169.898 Y110.838 G1 X170.118 Y109.492 G1 X170.397 Y108.17 G1 X170.734 Y106.873 G1 X171.127 Y105.603 G1 X171.575 Y104.362 G1 X172.075 Y103.151 G1 X172.627 Y101.973 G1 X173.229 Y100.828 G1 X173.88 Y99.719 G1 X174.577 Y98.648 G1 X175.319 Y97.615 G1 X176.105 Y96.624 G1 X176.932 Y95.674 G1 X177.801 Y94.769 M9 M05 G90 -
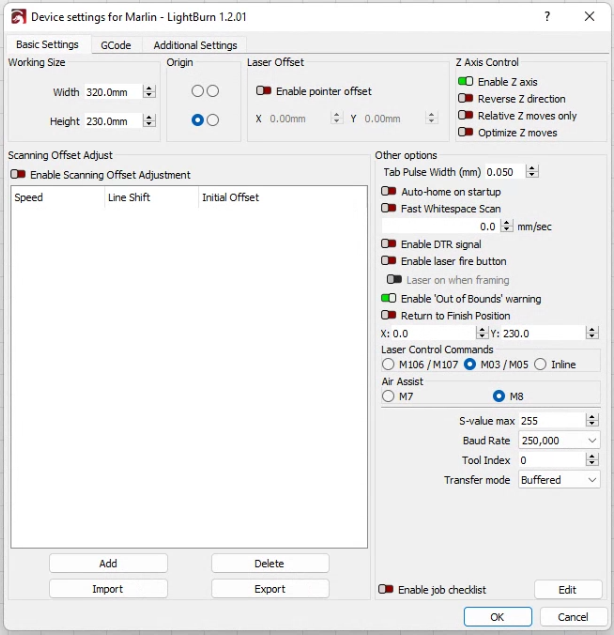
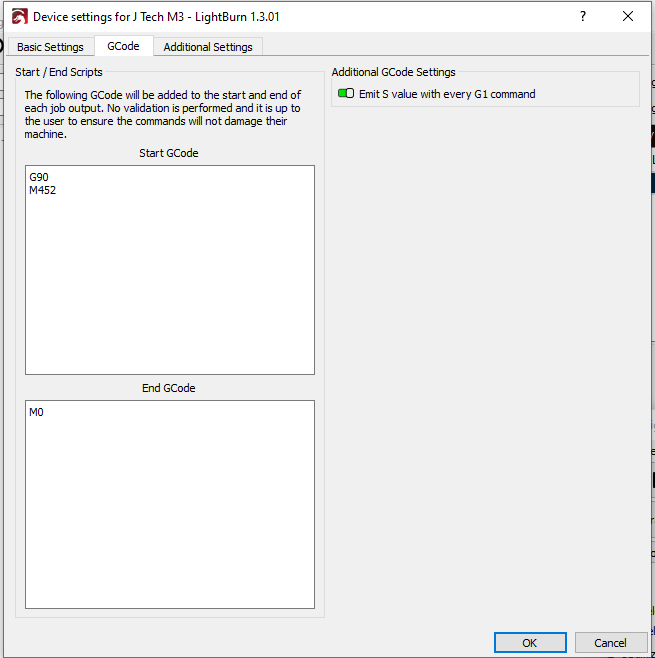
@Jonty-0 This is lightburn pg1
-
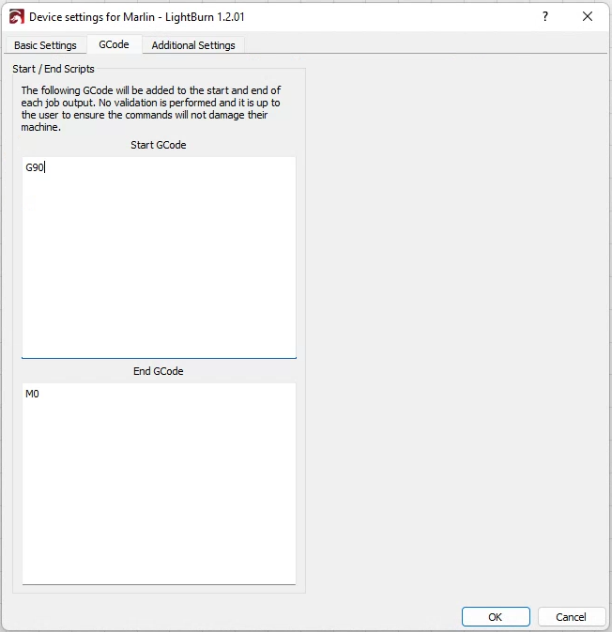
@Jonty-0 and page 2
-
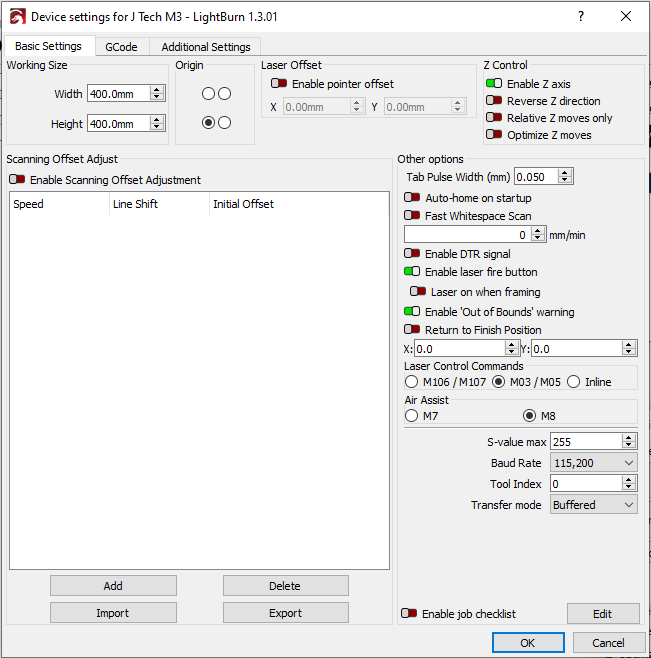
@Jonty-0 set your laser as sticky in M452 , i.e. add
S1 -
@jay_s_uk Thanks jay - I think I'm there....it's coming on and off anyway as planned - I noticed that the frequency F1000 line in the gcode seems to be controlled by the mm/sec speed setting in Lightburn - when I changed it to 500mm, it changed the gcode to G1 x160.587 F500 and the laser didn't work.
Changed that to 1000 mm/s and it worked. Also added S1 too and works fine.
Thanks for your help mate, I really appreciate it. I can actually use the thing finally! Awesome. Owe you one. Thanks so much.
-
This post is deleted!