X Axis is printing mirror of object.
-
Hey guys need some help figuring out this. I am using simplify 3d to generate my gcode. Simplify 3d show the correct gcode as you can see below. I am thinking I need to reverse my x axis in my config file. I try flipping the x and y axis in simplify 3d but output from printer does not match simplify 3d. How can I fix this.


-
https://duet3d.dozuki.com/Wiki/Centering_the_bed_or_setting_the_bed_origin
https://drmrehorst.blogspot.com/2017/08/setting-up-3d-printers-origin.htmlYour 0,0 origin should be the front left side of the printer, and +X move to the right and +Y move to the back.
-
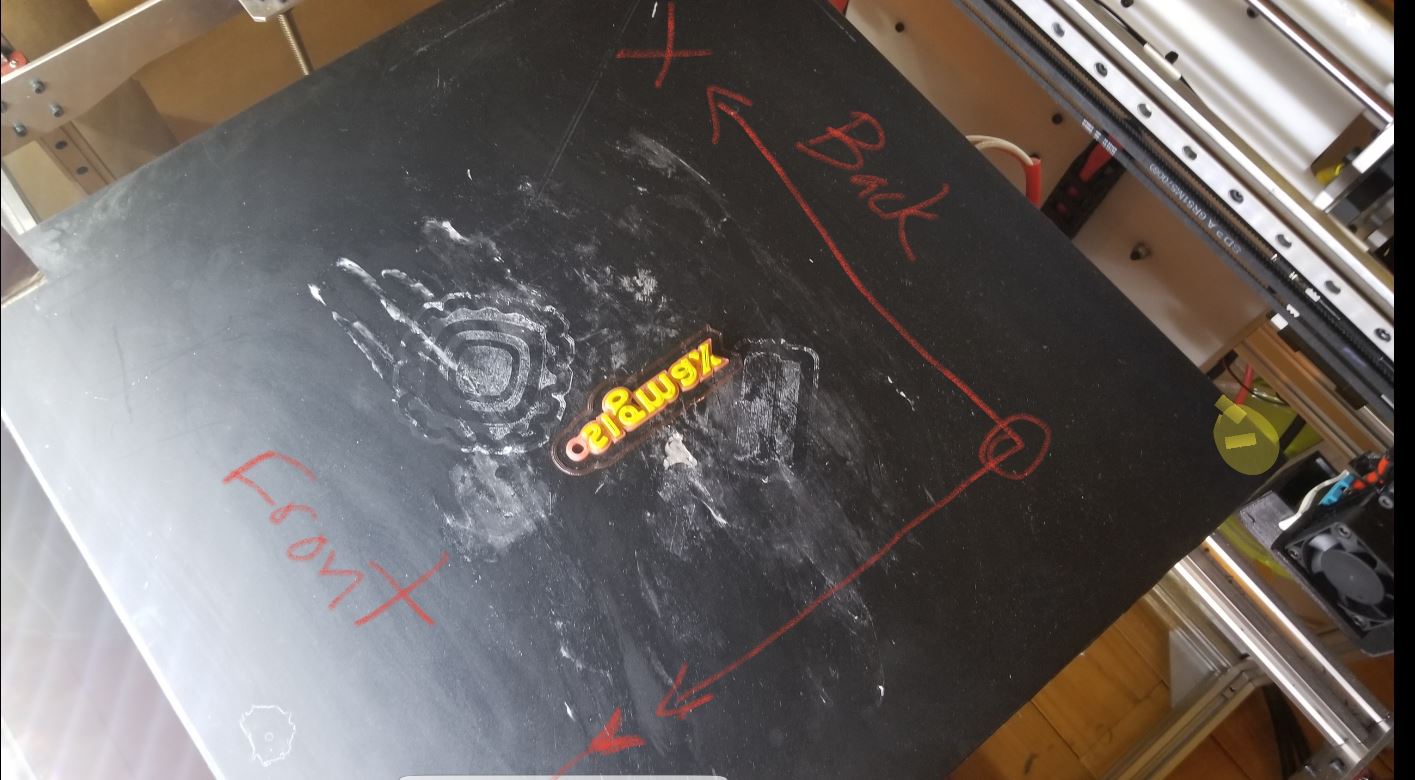
I have my Y end stop at the back right side of the printer., shown with the yellow circle. Is there a way I can fix it in the config file. I might have to setup up my origin at the center of the bed.
-
@karim You will likely have to modify these commands:
M569to change the direction of the motion on the relevant axesM574to change the endstop to home at the high end of the relevant axes.
You would then have to change the home scripts to home to the opposite side of the axis (homeall.g, homex.g, homey.g, etc.)
-
This is my config.g, Are you saying to reverse Y and Y, also this is an IDEX setup.
; General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P2 ; Set firmware compatibility to look like Marlin; Network
M550 P"iDEX" ; Set machine name
M552 S1 ; Enable networkM586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S0 ; Drive 0 goes reverse
M569 P1 S0 ; Drive 1 goes reverse
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes reverse
M569 P4 S1 ; Drive 4 goes reverse
M569 P5 S0 ; Drive 5 goes reverse
M569 P6 S1 ; Drive 6 goes forwardsM584 X0 Y1 Z2:6 U3 E4:5 ; Drive map X Y Z U E axis
M671 X0:375 Y210:210 S0.5 ; leadscrews at left side center and right side centerM350 X16 Y16 Z16 U16 E16:16 I1 ; Configure microstepping with interpolation
M92 X160 Y160 Z1600 U160 E512.96:512.96 ; Set steps per mm
M566 X480 Y480 Z24 U480 E300:300 ; Set maximum instantaneous speed changes (mm/min)
M203 X9000 Y9000 Z360 U9000 E1500:1500 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z100 U1000 E5000:5000 ; Set accelerations (mm/s^2)
M906 X1200 Y1428 Z1130.5 U1200 E1200:1200 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X375 Y390 U420 Z290 S0 ; Set axis maxima
M208 X-60 Y10 U0 Z0 S1 ; Set axis minima; Endstops
M574 X1 Y1 Z0 U2 S0 ; Set active low endstops; Endstops
M574 X1 Y1 S0 ; Set active low and disabled endstops; Z-Probe
M574 Z0 S2 ; Set endstops controlled by probe
M558 P1 H5 F120 T6000 ; Set Z probe type to unmodulated and the dive height + speeds
G31 P500 X0 Y0 Z1.609 ; Set Z probe trigger value, offset and trigger height
M557 X30:375 Y50:390 S82 ; Define mesh grid; Heaters
;Bed
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P0 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0
M307 H0 A204.4 C836.7 D1.5 S1.00 V24.3 B0 ; Disable bang-bang mode for the bed heater and set PWM limit;E3dv6
M143 H1 S280 ; Set temperature limit for heater 1 to 280C
M305 P1 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 1
M307 H1 A247.8 C113.1 D2.9 S1.00 V24.3 B0
M143 H2 S280 ; Set temperature limit for heater 2 to 280C
M305 P2 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 2
M307 H2 A287.8 C127.1 D3.7 S1.00 V24.3 B0; Fans
M106 P0 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P2 C"LEDs" B0 ; LED strip to P2 PWM fan outputs
M106 P2 S0 ; brightness value Loff
M106 P3 S1 I0 F500 H1 T45 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P4 S1 I0 F500 H2 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y-0.25 U0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
;M572 D0 S0.05 ; set pressure advance coefficientM563 P1 D1 H2 F1 X3 ; Define tool 1
G10 P1 X0 Y0 U0 Z0 ; Set tool 1 axis offsets
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
;M572 D1 S0.05 ; set pressure advance coefficientM563 P2 D0:1 H1:2 X0:3 ; Define tool 2 Ditto Printing
G10 P2 X100 Y0 U-100 Z0 ; Set tool 2 axis Ditto Printing offsets
G10 P2 R0 S0 ; Set initial tool 2 active and standby temperatures to 0C
M567 P2 E1:1 ; set mix ratio 100% on both extruders
M568 P2 S1 ; turn on mixing for tool 2; Automatic power saving
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; Set voltage thresholds and actions to run on power loss; Custom settings are not configured
; homeall.g
; called to home all axes
G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 X-435 Y-400 U420 F6000 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 X5 Y5 F3000 ; go back a few mm
G1 S1 X-10 Y-10 U10 F360 ; move slowly to X and Y axis endstops once more (second pass);Now home Z using the Z probe'''
G1 X245 Y200 F6000 S2 ; move to bed centre for probing
G30 ; probe the bed and set Z height; homex.g
; called to home the X axis
G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 X-435 F6000 ; move quickly to X axis endstop and stop there (first pass)
G1 X5 F3000 ; go back a few mm
G1 S1 X-10 F360 ; move slowly to X axis endstop once more (second pass)
G1 Z-5 F6000 S2 ; lower Z again
G90 ; absolute positioning; homeu.g
; called to home the U axis
G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 U420 F6000 ; move quickly to U axis endstop and stop there (first pass)
G1 U-5 F3000 ; go back a few mm
G1 S1 U10 F360 ; move slowly to U axis endstop once more (second pass)
G1 Z-5 F6000 S2 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 Y-390 F2000 ; move quickly to Y axis endstop and stop there (first pass)
G1 Y5 F6000 ; go back a few mm
G1 S1 Y-10 F360 ; move slowly to Y axis endstop once more (second pass)
G1 Z-5 F6000 S2 ; lower Z again
G90 ; absolute positioning; homey.z
; called to home the Z axis
G91
G1 Z4 F200 S2 ; raise head 4mm to keep it clear of the bed
G1 U422 F6000 S1 ; make sure the U carriage is out of the way
G90
G1 X185 Y210 F6000 S2 ; move to bed centre for probing
G30 ; probe the bed and set Z height -
https://duet3d.dozuki.com/Wiki/ConfiguringRepRapFirmwareCoreXYPrinter
https://duet3d.dozuki.com/Wiki/ConfiguringMultipleIndependentXcarriagesCartesianSee the section about identifying motor direction, and then work out your endstop positions and homing directions from there.
-
@karim said in X Axis is printing mirror of object.:
M569 P1 S0 ; Drive 1 goes reverse
Change S0 to S1 to reverse the Y motor direction.
; Endstops
M574 X1 Y1 Z0 U2 S0 ; Set active low endstops
; Endstops
M574 X1 Y1 S0 ; Set active low and disabled endstopsChange to M574 X1 Y2 Z0 U2 S0 (you need only one line).
Then reverse the Y movement directions in your homey.g file and the XY homing section of your homeall.g file.
-
Thanks Guys, Everything look good.