G29 - Maximum amount of correction?
-
So I've been rebuilding my heated bed with a 3mm Aluminum plate covered with a thin PEI sheet. In this process, I've switched to using an inductive probe and from what I can tell this change is very repeatable and been great for setting my Z position.
However, I've come to realize my new aluminum heatbed isn't as flat as it should be and apparently bows up and down about 0.25mm across 200mm. I've ordered a new MIC6 plate instead thats much thicker, but I'd still like to try use this setup for now. So I'm setting up G29 using the 20 spacing on my CoreXY, and I get a bed height map that looks like this:

This is mounted with the 3 point leveling with two points on the front and a middle point on the rear. I first leveled it with the Manual Bed Adjustment Assistant using the following:
; Manual Bed Leveling Assistant
M671 X0:200:98 Y0:0:208 P0.5and G32 looking like:
; bed.g
; called to perform automatic bed compensation via G32
;
M290 R0 S0 ; clear any existing baby-stepping
M561 ; clear any bed transform
; ManualBed Adjustment Assistant
G30 P0 X33 Y8 Z-99999 ; probe near an adjusting screw
G30 P1 X177 Y8 Z-99999 ; probe near an adjusting screw
G30 P2 X97 Y200 Z-99999 S3 ; probe near an adjusting screw and report adjustments needed
G1 X64 Y100 F9000And the three points are pretty close to being level.
In my start code, I use the following:
; Start G-code
T0
M190 S65
M104 S205
M109 S205
G28 ; Home X, Y and Z
;G29 S0 ; Probe Z and build platform
G29 S1 ; Load bed heightmap
M116; Wait for temperatures
G1 Z15.0 F6000 ; Move the platform down 15mm
G1 X143 Y10 F9000 ; Move the head to the front right
G1 E20 F200; Extrude 20mm at 200mm/min
G1 X43 Y10 F9000 ; Move the head to the front left
G4 P500 ; Pause for 500 milliseconds
; End of Start G-codeAnd in my homex, homey, homez, and homeall files I use the M561 to clear anything before homing. I can see the Duet 0.8.5 has enabled the mesh compensation through the DWC, but it doesn't seem to have full affect across my entire build plate. As you can see:

And the final piece of the puzzle:
Firmware Name: RepRapFirmware for Duet
Firmware Electronics: Duet 0.85
Firmware Version: 1.23 (2018-12-24b1)
Web Interface Version: 1.22.6Is there some maximum amount of compensation that G29 applies and I'm just outside that range? Or is this due to it printing in an area it didn't probe because the probe can't reach that spot, so it's compensation is zero as opposed to interpolating to the edge of the bed?
I'm just trying to figure out why G29 doesn't seem to be affecting the print in certain areas of the bed.
-
Hi,
You can try leveling your bed without using your z-probe to rule out any problems with that.
I have a 1.0 mm thickness gauge that I use and I have a macro that does something like this:
G90 ; absolute
G1 Z10
G1 Xaaa Yaaa ; values as needed for your 1st point
G1 Z1
M291 P"Adjust 1 of 4" - use 1.00 mm" S3G1 Z10
G1 Xbbb Ybbb ; values as needed for your 2nd point
G1 Z1
M291 P"Adjust 2 of 4" - use 1.00 mm" S3G1 Z10
G1 Xccc Yccc ; values as needed for your 3rd point
G1 Z1
M291 P"Adjust 3 of 4" use 1.00 mm" S3G1 Z10
G1 Xddd Yddd ; values as needed for your 4th point
G1 Z1
M291 P"Adjust 4 of 4" use 1.00 mm" S3G1 Z10
It only takes a couple of minutes and it gives good results.
Frederick
-
@pdbeal said in G29 - Maximum amount of correction?:
Is there some maximum amount of compensation that G29 applies and I'm just outside that range? Or is this due to it printing in an area it didn't probe because the probe can't reach that spot, so it's compensation is zero as opposed to interpolating to the edge of the bed?
It extrapolates the compensation outside the probed range.
The shape of the height map is probably caused by the gantry sagging due to the weight of the print head, not because the bed isn't flat. You can check the flatness of the bed by putting a straight edge against it.
-
Even if what you say is correct and the skew isn’t the bed but in fact the X and Y axis flexing, it appears to be a repeatable flex as every time I probe the map comes back looking the same with the same 0.25mm difference across the plate.
Shouldn’t the G29 mesh bed correct for that if in fact it’s not the bed but the gantry, especially since it’s repeatable? It comes across with the probe and the cantilever Z platform can move up and down. Is it beyond what the mesh bed can correct for?
-
Yes G29 will correct for the bed not being flat and/or the gantry sagging, assuming you have enabled it. You enable mesh bed compensation either by sending G29 (or G29 S0) to probe the bed, or G29 S1 to load the previously saved height map.
-
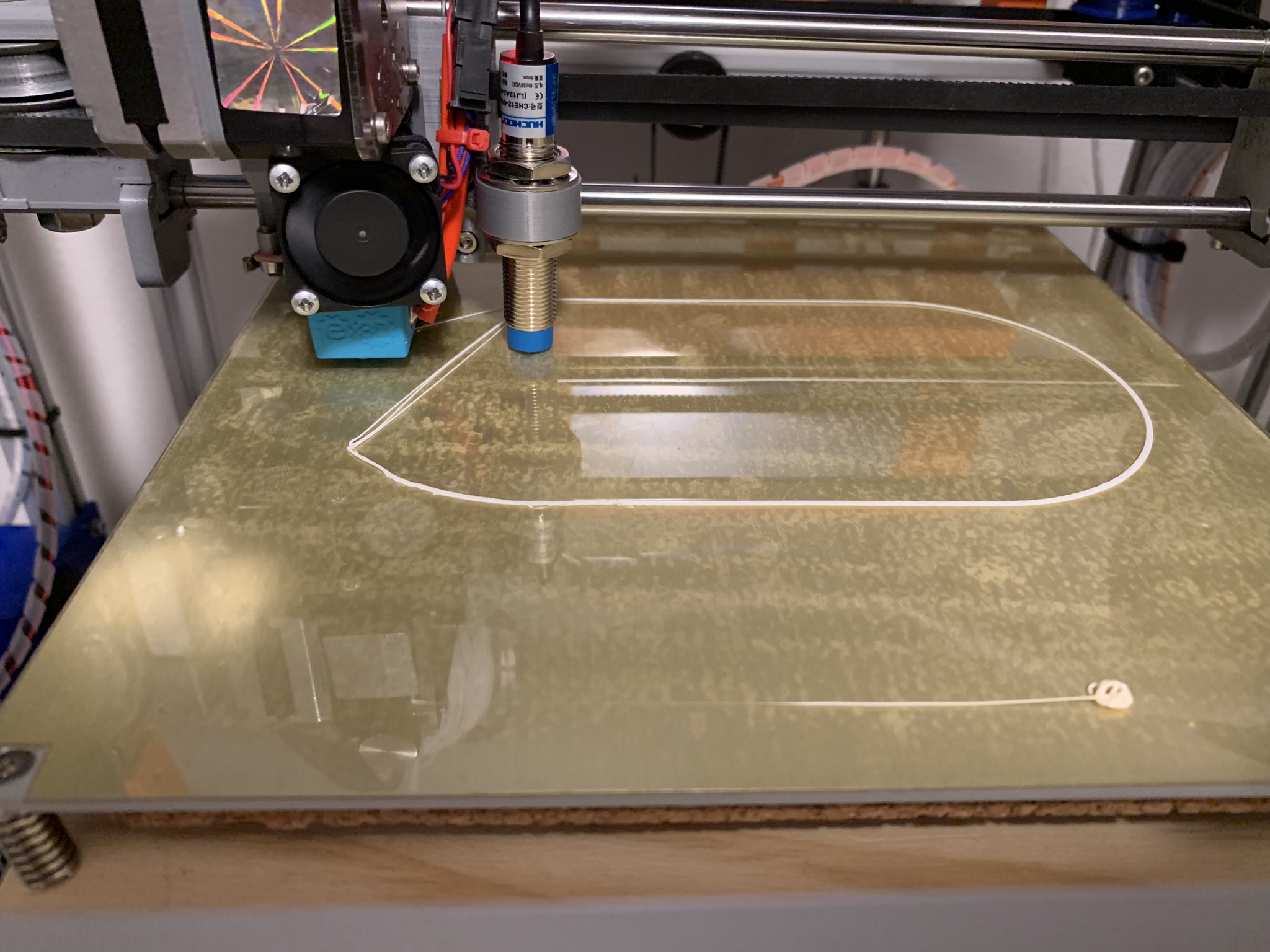
I’m using G29 S1, but if you look at the picture above, it isn’t compensating on the left side of the bed for some reason, or the compensation isn’t enough?
The DWC shows that it is using Mesh for compensation, or at least that’s what it shows under the down arrow on the machine setting section.
-
@pdbeal said in G29 - Maximum amount of correction?:
I’m using G29 S1, but if you look at the picture above, it isn’t compensating on the left side of the bed for some reason, or the compensation isn’t enough?
The usual reason for that is that the Z probe isn't giving a consistent trigger height across the bed. Try measuring the trigger height at the left and right hand edges of the bed.
Are you defining the XY offset of the probe from the nozzle in your G31 command?
-
Yes, my offset for the probe is X33, Y0, Z0.425. The probe distance was calculated with Solidworks and then verified on the machine with a piece of tape and a center line. In my Z probe setup I'm using A10 and S0.001 and it doesn't seem to be probing more than twice in that area of the bed.
-
I get a pic like that with mine and its probing glass, albeit a bltouch