Problems keep Z0
-
Good morning,
I try to start printing, after making a mesh and keep it and in the first piece sometimes, I take it, but sequential printing, in the second piece, it does not keep well Z0 and it is somewhat detached.
I have a BlTocuh and I adjust it in the following way:
1.-G28
2.-G32
3.-G28
4.-G1 X175 Y175 (350 x 350 bed)
5.-G30
6.-Low, I adjust with the paper below z0 and G92 Z0
6.-G1 Z10
7.-G30 S-1 (Several times and I record the offset in the config.g)
8.-G28 - G32 - G28
9.-G29Once the mesh is finished, I save it with a name.
M375 P "malla.csv"
I perform the following process to start printing, with the following configuration:
In the config.d:
; Endstops
M574 X1 Y1 S0; Set active low and disabled endstops; Z-Probe with BLTouch
M574 Z1 S2 ; Set endstops controlled by probe
M307 H7 A-1 C-1 D-1 ; Disable heater on PWM channel for BLTouch
M558 P9 H8 F250 T6000 X0 Y0 Z1 A3 S0.07; Set Z probe type to bltouch and the dive height + speeds
G31 P25 X0 Y-26.30 Z1.94 ; Set Z probe trigger value, offset and trigger height
M557 X5: 345 Y20: 340 S20 ; Define mesh gridHOMEZ.G
; Homez.g
G91
G1 Z10 F6000 S2; lift Z relative to current position
G90
G1 X180 Y180 F12000; Position in the center
G30; Do a single probe to home our Z axis
G90; Make sure we are in absolute mode
G1 Z10 F6000; Rapidly move the Z axis to Z = 10.I have a macro, for the process, before starting the impression, which I call from the Simply3D scrip:
; macros / Iniciar Impresion
M280 P7 S160; BLTouch alarm release
G4 P100; delay for BLTouch
G28 XY
G1 X175 Y175 F12000
G30
G32
G1 X175 Y175 F12000
G30
G1 Z20 F36000
M375 P "malla.csv"Simply3D scripts:
M98 P "/ macros / Iniciar Impresion"; Load Mesh parameters
After all that process, I do not load the mesh.
Forgive that it's so long, but I wanted to explain it as best I could.
I hope you can help me. Thank you.
-
What do you have in bed.g (G32) and homeall.g (G28)?
The probing feed rate is a little fast (F250), and your tolerance between probing results is pretty loose (S0.07), S0.03 is default. The difference in heights between prints could be a result of variance. Try probing slower (F100) and tighten the tolerance for repeatability (S0.003).
You may also want to try adding B1 to M558 to remove and electrical interference from the heaters during probing.
-
; bed.g
M561 ; clear any bed transform
M98 Pdeployprobe.g ; deploy mechanical Z probeG30 P0 X15 Y20 H0 Z-99999
G30 P1 X15 Y320 H0 Z-99999
G30 P2 X335 Y320 H0 Z-99999
G30 P3 X335 Y20 H0 Z-99999 S4G30 P0 X15 Y20 H0 Z-99999
G30 P1 X15 Y325 H0 Z-99999
G30 P2 X335 Y325 H0 Z-99999
G30 P3 X335 Y20 H0 Z-99999 S4M98 Pretractprobe.g ; retract mechanical Z probe
; homeall.g
M564 S1 ; Activar Endstop
G91 ; relative positioning
G1 Z10 F6000 S2 ; lift Z relative to current position
G1 S1 X-355 Y-355 F6000 ; move quickly to X or Y endstop and stop there (first pass)
G1 S1 X-355 ; home X axis
G1 S1 Y-355 ; home Y axis
G1 X5 Y5 F6000 ; go back a few mm
G1 S1 X-355 F360 ; move slowly to X axis endstop once more (second pass)
G1 S1 Y-355 ; then move slowly to Y axis endstop
M98 "/homez.g" -
Ok, did you try any of the suggestions I posted above? Does it make a difference?
-
I have tried everything. I explain the problem again.
I make several continuous impressions (Several Processes), process 1, make home Z0 perfect and load the mesh, but from process 2, 3, 4, ...., some pieces, do not stick to the bed. It seems that Home Z0 does not do well again, because it does not load the mesh.


-
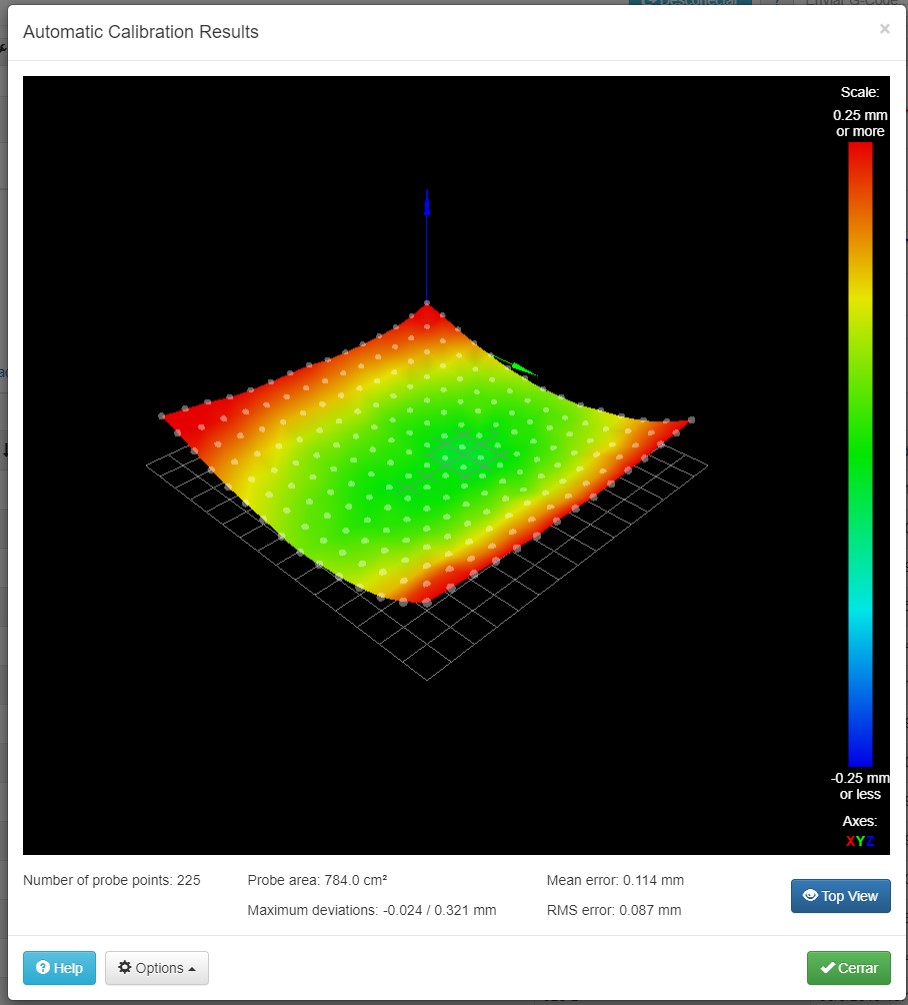
your mesh looks like a sagging x axis. Maybe increase the sturdyness.
-
It is the bed that is so folded, but it is assumed that the mesh, should solve the printing problems
-
@juanmena said in Problems keep Z0:
M98 P "/ macros / Iniciar Impresion"
where in the g code does it put that?
if its before a G30 then that will undo the mesh bed leveling.
-
@veti this is my Macro
;M98 P"/macros/Iniciar Impresion" ; Cargar Parametros de la malla
M561
G29 S2
M280 P7 S160; Liberación de alarma BLTouch
G4 P100; retraso para BLTouch
G28 XY
G1 X175 Y175 F12000
G30
;G29; nivelación automática de la cama Al aire libre
G32
G1 X175 Y175 F12000
G30
G1 Z10 F36000
M375 P"/sys/heightmap.csv"
M500 -
no i mean post a the beginning of an actual file that your slicer generates.
-
G90
M83
M106 S0
M140 S90
M104 S247 T0
M109 S247 T0
M98 P"/macros/Iniciar Impresion" ; Cargar Parametros de la malla
G1 E-3.6000 F6000
G1 Z0.400 F2400
; process Process1
; layer 1, Z = 0.200
T0
; tool H0.200 W0.480
; skirt
G1 X150.688 Y128.309 F7200
G1 Z0.200 F2400
G1 E3.6000 F1800
G1 X150.701 Y128.290 E0.0009 F1800
G1 X150.877 Y128.067 E0.0113
G1 X150.893 Y128.049 E0.0009
G1 X151.488 Y127.389 E0.0355
G1 X151.504 Y127.372 E0.0009
G1 X151.707 Y127.174 E0.0113
G1 X151.725 Y127.158 E0.0009
G1 X152.400 Y126.580 E0.0355 -
@juanmena said in Problems keep Z0:
M375 P"/sys/heightmap.csv"
M375 P "malla.csv"
which one is it?
just use G29 S1
check if your macro are actually working.
while printing issue a M122
and look for
Bed compensation in use: mesh -
The mesh charges it well and I have checked it with M122 and it puts mesh. Loading through the macro:
; M98 P "/ macros / Start Printing"; Load Mesh parameters
M561
G29 S2
M280 P7 S160; BLTouch alarm release
G4 P100; delay for BLTouch
M98 P "/sys/homeall.g"
G1 X175 Y175 F12000
G30
G32
G1 X175 Y175 F12000
G30
G1 Z10 F36000
G29 S1The problem is when the second process begins on another side of the bed, it seems that it does not recognize the Z0 well, although the mesh is still well loaded, but it prints in the air and I am bored looking for the problem
-
ok from your description i though the mesh bed leveling was not applied.
if after the bed leveling the nozzle does not touch the bed in some areas, that could be due to other factors.
wrong probe offset.
carriage tilt
structural problems (which from the mesh bed leveling image it does really look like you have sagging of the x carriage)can you rotate your bed by 90 degrees. to verify it is really your bed?
-
@veti I have turned the bed, and indeed, the bed is bent. You can see that it has the same curve in the other direction.