Infill lines not connecting
-
I can’t figure out what’s going on with this machine I just finished building. I’m embarrassed to have to ask for help but I’ve done everything I can think and still I’m having really strange issues.
I’m using a triangle labs bondtech extruder. I’ve calibrated it and check to make sure xyz all travel the amount they should.; Configuration file for Duet WiFi (firmware version 1.21)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2 on Mon Jun 17 2019 09:34:44 GMT-0700 (Pacific Daylight Time); General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Network
M550 P"Model 3" ; Set machine name
M552 S1 ; Enable network
;*** Access point is configured manually via M587
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M569 P0 S1 ; Physical drive 0 goes forwards
M569 P2 S1 ; Physical drive 2 goes forwards
M569 P1 S1 ; Physical drive 1 goes forwards
M569 P3 S0 ; Physical drive 3 goes forwards
M569 P4 S0 ; Physical drive 4 goes forwards
M584 X0 Y2 Z1 E4 ; Apply custom drive mapping
M350 X32 Y32 I1 ; Configure microstepping with interpolation
M350 Z8 E16:16 I1 ; Configure microstepping with interpolation
M92 X160 Y160 Z2723.7354 E413:413 ; Set steps per mm
M566 X4000 Y2000 Z60 E2500:270.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X27000 Y20000 Z350 E3600:3600 ; Set maximum speeds (mm/min)
M201 X1500.00 Y1500 Z60 E3000:3000 ; Set accelerations (mm/s^2)
M906 X1000.00 Y1400 Z1100 E1560 I35 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; Set axis minima
M208 X450 Y295 Z430 S0 ; Set axis maxima; Endstops
M574 X1 Y2 S1 ; Set active high endstops; Z-Probe
M574 Z2 S2 ; Set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; Disable heater on PWM channel for BLTouch
M558 P9 H5 F100 T2000 ; Set Z probe type to bltouch and the dive height + speeds
G31 P25 X27.72 Y-25 Z1.7 ; Set Z probe trigger value, offset and trigger height
M557 X0:450 Y5:295 S50 ; Define mesh grid
M671 X14:14:450:450 Y285:25:25:295 S1.0 P0.5 F1.0; Heaters
M307 H0 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit
M305 P0 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4092 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S270 ; Set temperature limit for heater 1 to 300C; Fans
M106 P0 S0 I0 F500 H T45 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C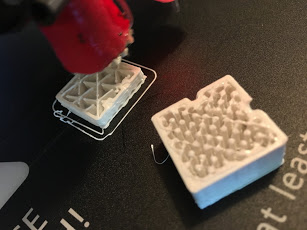

-
Layers may be too thin or hotend not hot enough are two causes I've had.
-
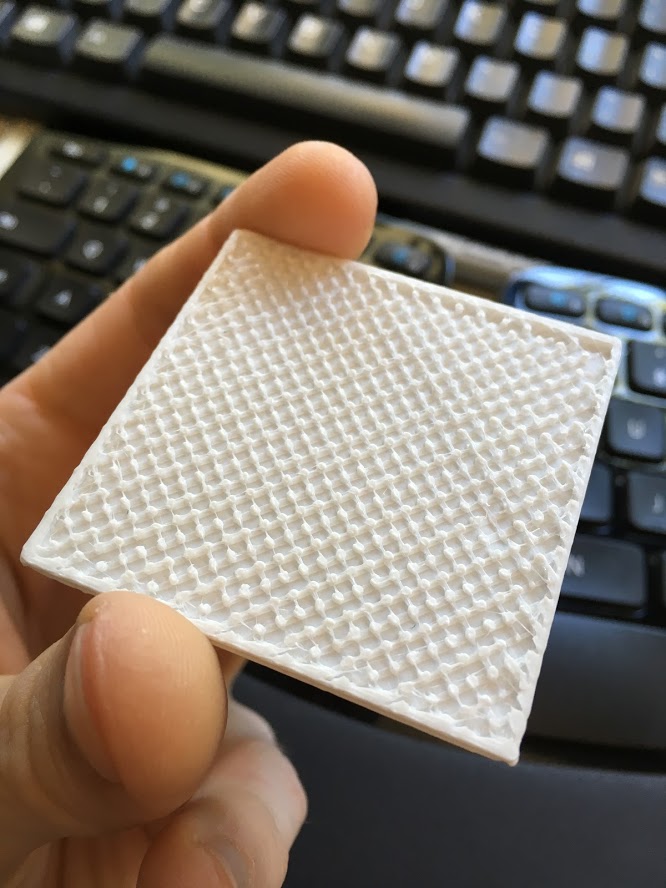
0.2mm layer height 0.4mm nozzle default cura settings
-
Well.... unbenounced to me I was using a 0.75mm nozzle.. which explains a lot. Just wish I had caught this mistake yesterday or now that I think of it a few months ago when I was having the same exact problem in another printer that I was using this nozzle in. now my print quality is great. Live and learn lol