Recalibrating Z on a Delta
-
Your R is wrong.
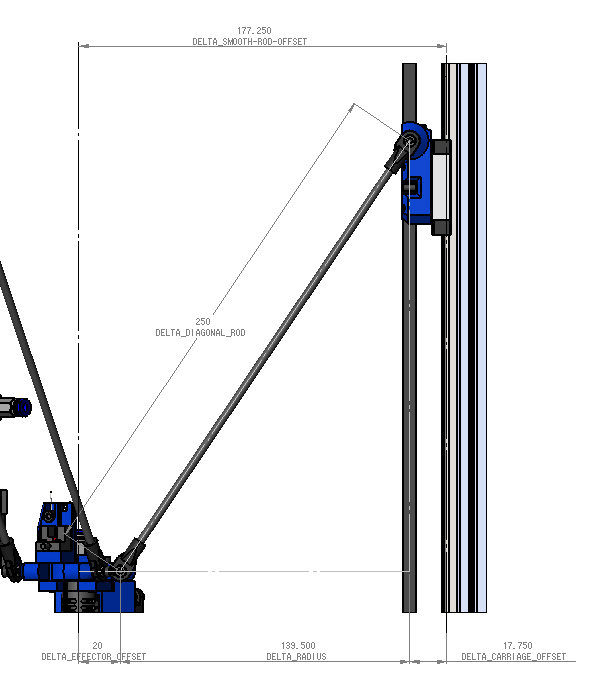
R is the Delta Radius.
You need to home before Auto Calibration, so leave that in there. What they were eluding to is to not have a home command in the beginning of your print file gcode if you want to run a calibration before a print.
-
Any changes you make to config.g won't take effect until you restart the printer. Also, a change to the M565 H parameter won't take effect until you home the printer. So try this:
1. Delete config-override.g if it exists
2. Restart the printer to ensure that your modified M565 parameter takes effect.
3. Home the printer.
4. Re-measure the Z probe trigger height. If necessary, adjust the G31 Z parameter in config.g, restart the printer and home it again.
3. Temporarily increase the dive height to e.g. 15mm by sending M558 H15, in case your M565 H parameter is off.
4. Run G32 twice to auto calibrate.
5. Run M500 to save the new M565 and M566 values to config-override.g.
6. If you don't have M501 near the end of config.g, or if you just want to be tidy, copy the M565 and M566 commands in config-override.g to config.g, replacing the original M565 and M566 commands.
7. Before you start your first print, lower the head gradually to Z=0 and check that it really is at the right height. Then raise the head to Z=1mm and try a few XY moves to check it stays 1mm above the bed.
HTH David
Doing this now:
1. Delete config-override.g if it exists –- DONE (did not exist)
2. Restart the printer to ensure that your modified M565 parameter takes effect. -- DONE
3. Home the printer. -- OK
4. Re-measure the Z probe trigger height. If necessary, adjust the G31 Z parameter in config.g, restart the printer and home it again. -- OK
To be clear, I am homing the printer, lowering the head so it touches a piece of paper, issuing the G92 Z0 command, raising head 5mm, then G30 S-1 ro probe the bed.
Correct? That is what I will do. The result is 2.234. New G31 command, G31 X0 Y0 Z2.234 P500
Saving.
Power off.
Wait.
Power on.3. Temporarily increase the dive height to e.g. 15mm by sending M558 H15, in case your M565 H parameter is off. -- OK
4. Run G32 twice to auto calibrate. -- OK
(Changed to 8 factor)
Calibrated 8 factors using 16 points, deviation before 4.771 after 0.147
Calibrated 8 factors using 16 points, deviation before 0.217 after 0.105
Second G32 took much longer to complete than first G32. Related to dive height.5. Run M500 to save the new M565 and M566 values to config-override.g. -- OK
6. If you don't have M501 near the end of config.g, or if you just want to be tidy, copy the M565 and M566 commands in config-override.g to config.g, replacing the original M565 and M566 commands. -- OK
I will opt to place the M501 at the end of config.g. Here is the contents of config-override.g:[[language]] ; Delta parameters M665 L217.000 R102.217 H347.590 B100.0 X1.191 Y-0.067 Z0.000 M666 X1.704 Y-3.026 Z1.321 A-3.42 B2.30 ... ; Z probe parameters G31 T1 P500 X0.0 Y0.0 Z0.00 G31 T3 P500 X0.0 Y0.0 Z0.70 G31 T4 P500 X0.0 Y0.0 Z0.00IS THERE A STEP 6A, REBOOT? I will do so.
M501 is now the last line in config.g7. Before you start your first print, lower the head gradually to Z=0 and check that it really is at the right height. Then raise the head to Z=1mm and try a few XY moves to check it stays 1mm above the bed. – OK
Homing delta, lowering head by 10mm steps instead of 100mm... The result of this test is that the head is not touching the piece of paper when it hits 0 and the IR probe LED is not on.
Run Auto Delta Calibration - Calibrated 8 factors using 16 points, deviation before 0.146 after 0.108
The result is the print head is not touching the piece of paper but the LED on the IR probe is lit.
It appears the head is about 3 mm above the print bed.. (eyeballing it)
Stopping here. -
Somehow the probe Z offset has been lost. You should be using M558 P1 (+ other parameters) in config.g for the IR sensor, so the G31 T1 command in config-override.g should have the same Z parameter as the G31 command in config.g. If you edit that in and restart, the head will be 2.234mm lower after auto calibration.
-
For some reason config-override.g has 3 G31 commands -
G31 T1 P500 X0.0 Y0.0 Z0.00
G31 T3 P500 X0.0 Y0.0 Z0.70
G31 T4 P500 X0.0 Y0.0 Z0.00??
config.g has -
M558 P1 X0 Z0 H10 ; Z probe is an IR probe and is not used for homing any axes
G31 X0 Y0 Z2.234 P500 ; Starting overMaybe M558 needs Y0 ?
-
M558 P1 X0 Y0 is what I have in my config.
-
Your R is wrong.
https://d2t1xqejof9utc.cloudfront.net/screenshots/pics/e9555e5af170ca229a9231ded5f2d736/original.JPG
R is the Delta Radius.
You need to home before Auto Calibration, so leave that in there. What they were eluding to is to not have a home command in the beginning of your print file gcode if you want to run a calibration before a print.
Ok, I measure R and it is 97.5mm. Thanks, retesting.
-
G31 X0 Y12 Z3.093 P500 ; Set the zprobe height and threshold (put your own values here)
This is config.
G31 T1 P500 X0.0 Y12 Z3.093
G31 T3 P500 X0.0 Y0.0 Z0.00
G31 T4 P500 X0.0 Y0.0 Z0.00This is in config-override.g
-
Something is wrong in the steps above. After an auto calibration the hotend is always above the print surface by the value in G31 Z parameter.
-
For some reason config-override.g has 3 G31 commands -
G31 T1 P500 X0.0 Y0.0 Z0.00
G31 T3 P500 X0.0 Y0.0 Z0.70
G31 T4 P500 X0.0 Y0.0 Z0.00??
config.g has -
M558 P1 X0 Z0 H10 ; Z probe is an IR probe and is not used for homing any axes
G31 X0 Y0 Z2.234 P500 ; Starting overMaybe M558 needs Y0 ?
Send G31 X0 Y0 Z2.234 P500 and then M500 to update config-override.g. You probably created the config-override.g file before you put the G31 command in config.g.
You can add Y0 to the M558 command, but it it the default anyway.
-
Send G31 X0 Y0 Z2.234 P500 and then M500 to update config-override.g. You probably created the config-override.g file before you put the G31 command in config.g.
You can add Y0 to the M558 command, but it it the default anyway.
I have always had the G31 command in config.g.
THAT might be the problem. Delete G31 and leave M558.
Delete config-overide.g
Reboot.
THEN calibrate.
Standby….... -
Your R is wrong.
https://d2t1xqejof9utc.cloudfront.net/screenshots/pics/e9555e5af170ca229a9231ded5f2d736/original.JPG
R is the Delta Radius.
You need to home before Auto Calibration, so leave that in there. What they were eluding to is to not have a home command in the beginning of your print file gcode if you want to run a calibration before a print.
Ok, I measure R and it is 97.5mm. Thanks, retesting.
MUCH BETTER!!!!!!!!!!!!!!!!!!!!!!!!!!! Tallness is more inline with the actual. Width is better. Size is better!
It is still smaller than what it should be, but wow what a difference. How to make it print bigger? More R? -
Send G31 X0 Y0 Z2.234 P500 and then M500 to update config-override.g. You probably created the config-override.g file before you put the G31 command in config.g.
You can add Y0 to the M558 command, but it it the default anyway.
I have always had the G31 command in config.g.
THAT might be the problem. Delete G31 and leave M558.
Delete config-overide.g
Reboot.
THEN calibrate.
Standby…....Hmmm…
I changed Z height to 355.000, rebooted..
Followed commissioning IR probe directions.
New G31 command is G31 X0 Y0 Z2.96 P500 ; removed from config.g, rebooted, followed directions on commissioning IR probe.
Added this to config.g but did not reboot. Instead, I pasted this G31 command into the G code console.Auto Delta Calibration #1 -
Calibrated 8 factors using 16 points, deviation before 8.461 after 0.150Auto Delta Calibration #2 -
Calibrated 8 factors using 16 points, deviation before 0.227 after 0.138Home,
Lower hot end 400mmThe result is the hotend stops before reaching the print bed.
It seems to stop immediately when the LED comes on the IR probe.I swear there is a bug with the dive height on first run… The first time through on power up, is different than next runs!!! Can someone please confirm?
Set M558 command to H20 (I use H10) just to be obvious… Reboot, home, Auto Delta Calibration...Powercycle the Duet... Home, Move down 400mm and the result is the hotend stops at the print bed!!!!!!! YES!
Do I NOT run Auto Delta Calibration EVER again?Can we set up a Skype and get this worked out?
-
Trying to do it manually, I am in this endless loop of changing end stop offsets and height settings using the paper technique at the center, X, Y, and Z towers. Center is nice, move to a tower, it is either too tight or too loose, make adjustment using M666, then center gets loose, adjust height, then towers are tight/loose again.
-
Are you using config-override.g at all?
-
Is there any chance that you can get a piece of glass to fit the build plate? Remove all of the tape and clean the residue off. Paint the bottom side of the glass black and tomorrow night, 22 1/2 hours from now, I'll get on Skype and help you. Let me know your user name.
-
Hi,
I am using glass.
Dont want to paint it. -
I swear there is a bug with the dive height on first run… The first time through on power up, is different than next runs!!! Can someone please confirm?
No bug that I know of, but I suspect that the H parameter in the M665 command in your config.g and/or config-override.g file is a long way from the true value.
-
So what is next?
-
If you don't want to paint the bottom side of the glass, do you have a piece of black paper to put under it? Need to get accurate readings from the sensor.
-
If I was to paint the glass, would I paint the top or the bottom? – Sorry I see you said bottom. Hmm.
Are we saying blue masking tape is not the right type of material to use for this probe?
How about white?
How about kapton tape?
How about some other material to use as a test for the probe?One other thing, my kossel is a mini, it uses 2020 extrusions for towers and 3 wheels for the sliders.
Perhaps I should look to replace those with 4 wheel versions? The three wheel has some play in it.But yeah, let's get good reading from the probe, it may help fix my incredibly high H parameter (dive height).
I still say there's a difference between the first run and future runs.