Duet hardware for inverted delta metal 3d printer
-
Hello,
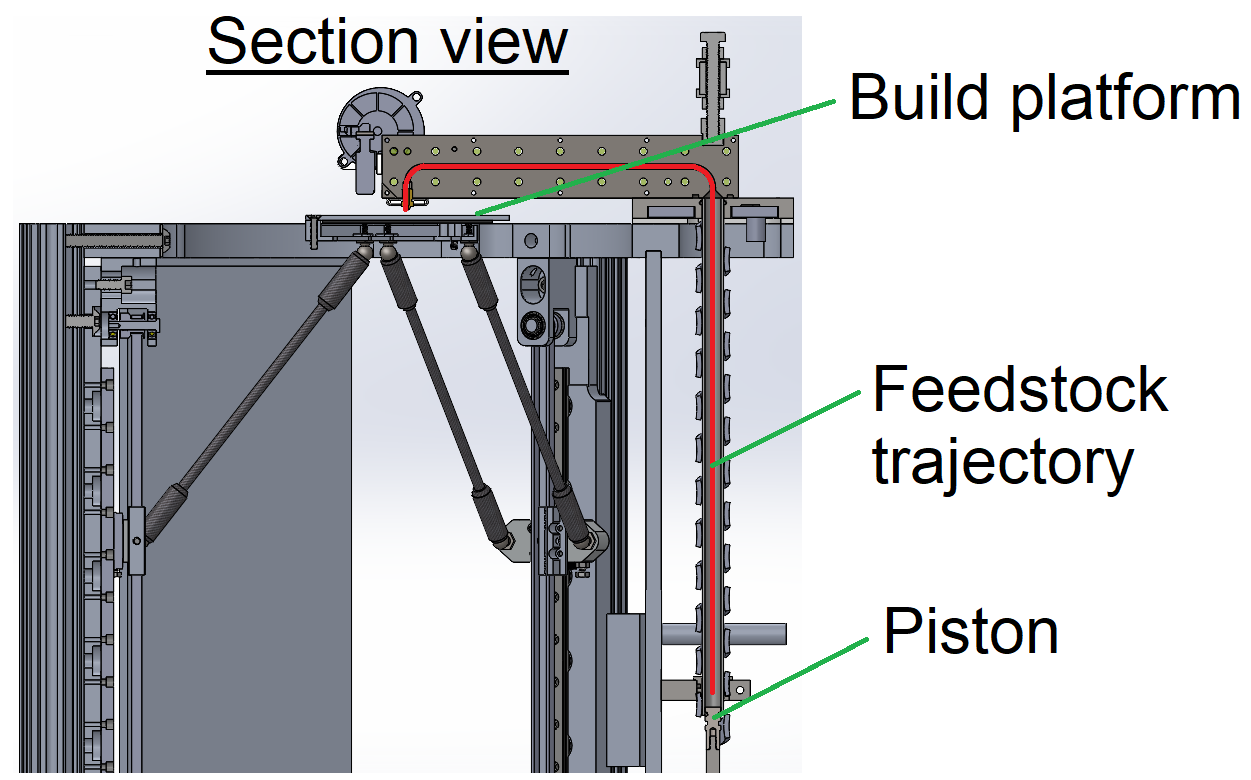
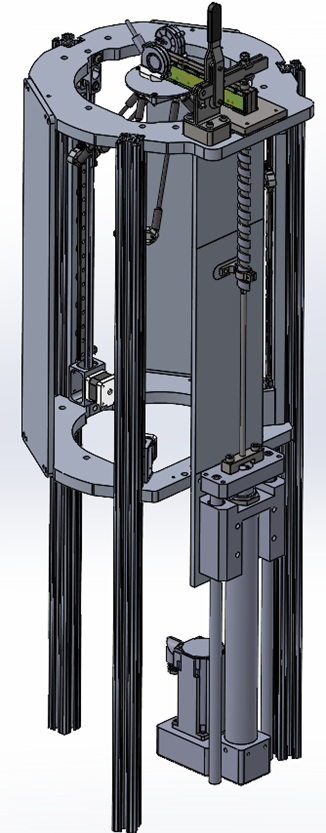
I am working on a metal 3D printer that extrudes metal paste via a piston type extruder. The printer is a custom inversed delta printer.
I have already printed parts (see below, 17-4 PH stainless steel green part), but my goals is to tidy up the wiring.


I am currently using 3 Omega controller for the heating elements of the extruder (type K thermocouple). The printer is controlled by a MKS gen L v1.0 (heated bed and the three steppers for the axis). The E0 stepper signal output is sent to a Kollmorgen drive that controls the linear actuator for the extruder.
I want to buy a new mainboard that is capable of controlling 4 heating elements (3x Type K thermocouple and 1x standard thermistor) and needs to have one external stepper driver signals for the linear actuator that controls the piston extruder. I was thinking of buying the following boards :
1x Duet 3 Mainboard 6HC
1x Duet 3 Expansion 1XD
2x Thermocouple Daughter Board
From my understanding, the expansion board 1XD would allow to the get the stepper signals for the linear actuator. The two thermocouple daughter boards would allow to plug the 3 thermocouples I am using.Do you think I have selected the correct components for my requirements?
Best regards
Olivier Miclette -
That sounds like a suitable choice for your hardware needs.
Very impressive printer. Can you share more details?
-
Thank you Phaedrux for your response. This is my master's degree project I am doing at school. In my labotary, students have studied the MIM process with very low viscosity feedstock since the past 8-10 years. I am the first student to try and print their custom feedstocks. I designed and fabricated this inverted delta printer to validate that it is possible to print such feedstocks. I think the school will buy the Desktop Metal Studio during summer, but I won't be able to use it before the end of my program.
The piston type extruder has not been used a lot for 3D printing metal paste, because you need to remove air almost completely from the feedstock prior to printing due to the compressibility of air. Once this is done, controlling the flow rate is much easier with a piston type extruder because the is no slippage possible as with filaments and screw extruder. Filaments are not the best solution because it limit the solid loading (the amount of metal powder compared to the binder). Desktop proposes a 6 mm rod, which is better than filaments, but from what I read, there is still some slippage (some articles say that they increased the flow multiplier up to 127% to reduce the interlayer voids, which means that there is slippage). If I increase my extruder flow rate to 127%, the part will be overfilled by a lot.I am not saying that the piston type extruder is without problems. I had great success with bigger nozzles (0.8 mm), but I am still working on making better prints with the 0.4 mm nozzle. If you guys are interested, I might be able to show what I am able to acheive with this setup, I just need to confirm with my supervisor that it is okay to do so.