Understanding Height Maps
-
@fcwilt Your welcome, Still trying to figure out why the auto level when it moves to the first point keeps hitting the end stop, it stops once the Y axis hits the limit swatch, but the X axis limit switch lights up but the motor keeps turning till the Y axis stops.
-
Given you can only level the X gantry using two Z steppers I think you should try using these points:
- X1 = Xmin + absolute(probe X offset)
- X2 = Xmax - absolute(probe X offset)
- Y1 = ( (Ymax - absolute(probe Y offset) - (Ymin + absolute(probe Y offset) ) / 2
- Y2 = Y1
M671 X1:X2 Y1:Y2 S5
That should insure that both points probed keep the nozzle at valid positions.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
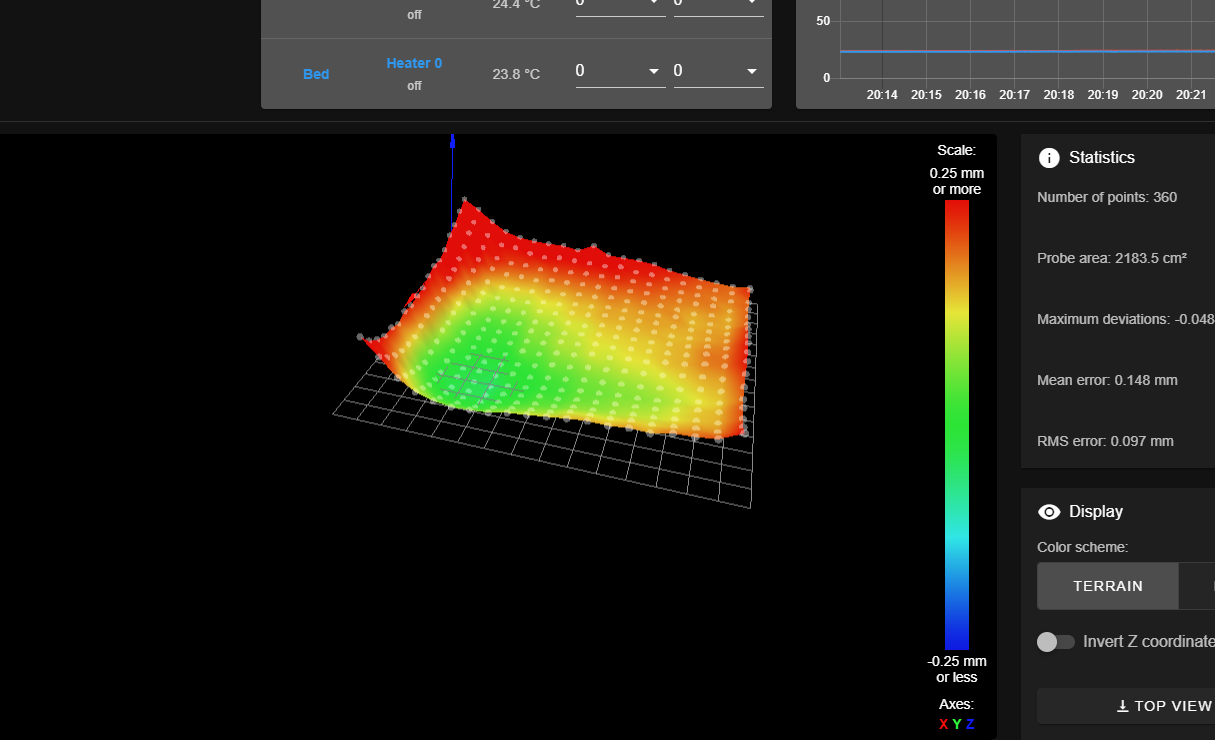
@fcwilt Wow, here's the latest map just finished.
-
-
@fcwilt OK, thanks, I will try that. Looking at at the calculations I measured the leadscrew to the nozzle not to the probe. That's probably why it keeps hitting the endstop.
Also, The bed is supported by 2 1/8" 29.1/2"x29.1/2" aluminum sheets. The bottom sits on the center of the 2 Y axis gantries and in between the 2 sheets I have the springs -medium strength, so that I can adjust the leveling. I recently just added this I thought I could get away with out it.
-
@jsinicro: Just to make sure by absolute you mean like the abs() function correct?
-
@jsinicro said in Understanding Height Maps:
@jsinicro: Just to make sure by absolute you mean like the abs() function correct?
Yes indeed but given that the X and Y probe offsets are constants you can do the math and use the results in the M671 command.
With 3.3 firmware you can do math and have variables and if you wanted to, just for fun, you could do that math right in the gcode but it would not provide any real benefit, it would just be an exercise in using the math and variables.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@jsinicro said in Understanding Height Maps:
@fcwilt OK, thanks, I will try that. Looking at at the calculations I measured the leadscrew to the nozzle not to the probe. That's probably why it keeps hitting the endstop.
Also, The bed is supported by 2 1/8" 29.1/2"x29.1/2" aluminum sheets. The bottom sits on the center of the 2 Y axis gantries and in between the 2 sheets I have the springs -medium strength, so that I can adjust the leveling. I recently just added this I thought I could get away with out it.
1/8" is not very thick and if they are rolled aluminum they are likely not going to be very flat.
The preferred aluminum is cast tool plate which will have a specified flatness.
I use 1/4" but you can get it thicker, say, 4".
")
Here is a link to a supplier where you can specify the size and thickness and calculate the price:
Frederick
-
@fcwilt That's cool I did not know that, so one can put basic math functions and variables in the G-code? are there examples on this? I know there are plug-ins that one can create... First I want to focus on getting the chassis for my robotics project done.
I wen with a 1/8" as for a 1/4" of that size was twice the price, I can't recall the specs, but I picked a pretty strong and flat type it's been holding up pretty well, 1/4" would have been ideal but that was 1100 after taxes and shipping. Just did a quick price check 150 each peace wow. I got the aluminum at MetalsDepot.com
-
@jsinicro said in Understanding Height Maps:
@fcwilt That's cool I did not know that, so one can put basic math functions and variables in the G-code? are there examples on this? I know there are plug-ins that one can create... First I want to focus on getting the chassis for my robotics project done.
There is a thing in firmware 3.3 called the object model. With this you have access to just about everything about the printer.
Here are the relevant ones for the computation I mentioned in my previous post.
move.axes[0].max - holds the value for X max move.axes[0].min - holds the value for X min move.axes[1].max - holds the value for Y max move.axes[1].min - holds the value for Y min sensors.probes[0].offsets[0] - holds the value for the Z probe X offset sensors.probes[0].offsets[1] - holds the value for the Z probe Y offsetTo create the local variables needed for this computation you could:
var grid_x_min = 0 var grid_x_max = 0 var grid_y_min = 0 var grid_y_max = 0To do the computations and set the variables you could:
set var.grid_x_min = { move.axes[0].min + abs( sensors.probes[0].offsets[0] ) } set var.grid_x_max = { move.axes[0].max - abs( sensors.probes[0].offsets[0] ) } set var.grid_y_min = { move.axes[1].min + abs( sensors.probes[0].offsets[1] ) } set var.grid_y_max = { move.axes[1].max - abs( sensors.probes[0].offsets[1] ) }Then to use the computed values in the command you could:
M671 X{var.grid_x_min}:{var.grid_x_max} Y{var.grid_y_min}:{var.grid_y_max}I wen with a 1/8" as for a 1/4" of that size was twice the price, I can't recall the specs, but I picked a pretty strong and flat type it's been holding up pretty well, 1/4" would have been ideal but that was 1100 after taxes and shipping. Just did a quick price check 150 each peace wow. I got the aluminum at MetalsDepot.com
So the two 1/8" pieces were the same price as one 1/4" piece?
Frederick
-
@jsinicro said in Understanding Height Maps:
so one can put basic math functions and variables in the G-code? are there examples on this?