HELP with configuration
-
Hi everyone,
I raise you a series of doubts that we don't know how to resolve regarding the development of the machine configuration after the hardware is almost near to complete:
-
How to establish the offset of the heads, in relation to their head base and their respective situation in their dock and with respect to the bed. The center of the bed is X0 Y0.
-
How the Z probe behaves in terms of offsets with respect to the heads. It would be possible to make the topographic map independent of the bed of the tools (do G29 without tools, since the probe is in the Z axis that can move without tools, for example), just do a bed map without tool related offsets.
-
How to set the length of the nozzle in a button in a fixed position on the bed for each of the heads according to their head offsets? Each head has a different length.
-
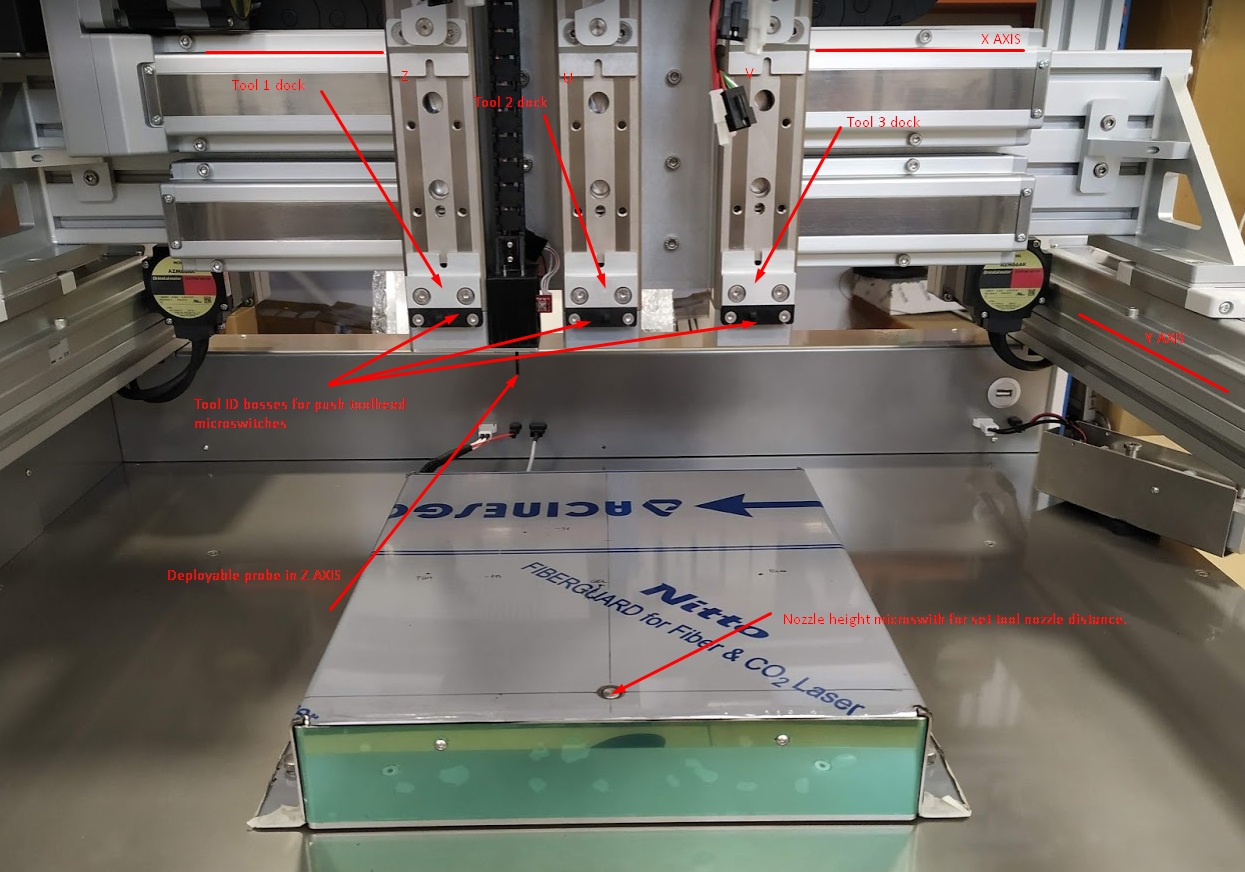
How to establish the offset of each tool head and how to do with the head switches to interpret which tool it is and what position it has within the head base. For this, each head has two microswitches connected to io1.in and io2.in in each 1LC. And each head dock has a different combination of lugs that push the head switches (dock1: on-on / dock2: on-off / dock3: off-on).
This is our config.g and other relevant files so far:
Config.g; General preferences M552 S1 ; ethernet activation M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Duet 3" ; set printer name G4 S3 ; wait for expansion boards to start ; Drives M569 P40.0 S1 ; physical drive 40 goes forwards X M569 P41.0 S0 ; physical drive 41 goes forwards Y1 M569 P42.0 S0 ; physical drive 42 goes forwards Y2 M569 P43.0 S0 ; physical drive 43 goes backwards Z1 (Z) M569 P44.0 S0 ; physical drive 44 goes backwards Z2 (U) M569 P45.0 S0 ; physical drive 45 goes backwards Z3 (V) M569 P20.0 S1 ; physical drive 20 goes forwards E0 M569 P21.0 S1 ; physical drive 21 goes forwards E1 M569 P22.0 S1 ; physical drive 22 goes forwards E2 M584 X40.0 Y41.0:42.0 Z43.0 U44.0 V45.0 E20.1:21.1:22.1 ; set drive mapping M350 X1 Y1 V1 Z1 U1 V1 E16:16:16 I1 ; configure microstepping with interpolation M92 X150.53 Y150.53 Z100.12 U100.12 V100.12 E409.00:420.00:420.00 ; set steps per mm M566 X900.00 Y900.00 Z500.00 U500.0 V500.0 E120.00:120.00:120.00 ; set maximum instantaneous speed changes (mm/min) M203 X18000.00 Y18000.00 Z12000.00 U12000.00 V12000.00 E1200.00:1200.00:1200.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z500.00 U500.00 V500.00 E250.00:250.00:250.00 ; set accelerations (mm/s^2) M906 E1000:1000:1000 I30 ; set motor currents (mA) and timeout time M84 S30 ; Disable motor idle current reduction ; Axis Limits M208 X-200 Y-125 Z0 U0 V0 S1 ; set axis minima M208 X200 Y125 Z100 U100 V100 S0 ; set axis maxima ; Endstops M574 X1 S1 P"!40.io0.in" ; configure active-high endstop for low end on X via pin !40.io0.in M574 Y1 S1 P"!41.io0.in" ; configure active-high endstop for low end on Y via pin !41.io0.in or !42.io0.in ;M574 Z1 S2 P"!43.io0.in" ; configure active-high endstop for high end on Z via pin !43.io0.in M574 U2 S1 P"!44.io0.in" ; configure active-high endstop for high end on U via pin !44.io0.in M574 V2 S1 P"!45.io0.in" ; configure active-high endstop for high end on V via pin !45.io0.in M574 E1 S1 P"!21.io0.in" ; configure active-high endstop for low end on GEL via pin !20.io0.in M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"out4" ; create servo pin 0 for solenoid on Out4 M558 P8 C"io3.in" H1 R6.5 F1200 T3000 ; set Z probe type and the dive height + speeds ;G31 P500 X-50 Y55 Z2 ; set Z probe trigger value, offset and trigger height G31 X-50 Y55 Z-5 ; set Z probe trigger value, offset and trigger height M557 X-100:100 Y-100:100 S20 ; define mesh grid ; Heaters ; Bed heater M308 S0 P"temp1" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 0 as thermistor on pin temp1 for bed thermistor M950 H0 C"out1" T0 ; create bed heater output on out1 and map it to sensor 0 M307 H0 B0 R0.419 C401.2 D2.65 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S100 ; set temperature limit for bed heater 0 to 100C ; Syringe preheater M308 S1 P"temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin temp0 for syringe preheater M950 H1 C"out0" T1 ; create syringe preheater output on out0 and map it to sensor 1 M307 H1 B0 R0.302 C822.1 D3.84 S1.00 V24.0 ; disable bang-bang mode for the syringe preheater and set PWM limit M141 H1 ; map syringe preheater to heater 1 M143 H1 S130 ; set temperature limit for heater 1 to 130C ; FDM heater M308 S2 P"20.temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 2 as thermistor on pin 20.temp0 (FDM) M950 H2 C"20.out0" T2 ; create nozzle heater output on 20.out0 and map it to sensor 2 M307 M307 H2 B0 R2.131 C224.9 D4.61 S1.00 V23.6 ; disable bang-bang mode for heater and set PWM limit M143 H2 S280 ; set temperature limit for heater 2 to 280C ; GEL heater M308 S3 P"21.temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 3 as thermistor on pin 21.temp0 (GEL) M950 H3 C"21.out0" T3 ; create nozzle heater output on 21.out0 and map it to sensor 3 M307 H3 B0 R0.511 C181.9 D6.18 S1.00 V23.8 ; disable bang-bang mode for heater and set PWM limit M143 H3 S140 ; set temperature limit for heater 3 to 130C ; POWDER Heater M308 S4 P"22.temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 4 as thermistor on pin 22.temp0 (POWDER) M950 H4 C"22.out0" T4 ; create nozzle heater output on 22.out0 and map it to sensor 4 M307 H4 B0 R1.622 C246.4 D5.15 S1.00 V23.9 ; disable bang-bang mode for heater and set PWM limit M143 H4 S175 ; set temperature limit for heater 4 to 170C ; Fans ; Tools M563 P0 S"FDM" D0 H2 F0 ; define tool 0 G10 P0 X-15 Y5 Z3 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; M563 P1 S"GEL" D1 H3 F0 ; define tool 1 G10 P1 X-5 Y10 Z4 ; set tool 1 axis offsets G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C ; M563 P2 S"POWDER" D2 H4 F0 ; define tool 2 G10 P2 X-20 Y15 Z5 ; set tool 2 axis offsets G10 P2 R0 S0 ; set initial tool 2 active and standby temperatures to 0CDeployprobe.g:
;Rutina de despliegue de sonda M42 P0 S1 ;despliega la sonda activando el pin P0 en io3.out G4 P200 ; temporiza la sonda 200msRetractprobe.g:
; Rutina para recoger la sonda M42 P0 S0 ;recoge la sonda P0 conectada a io3.out pinHomeall.g:
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Mar 24 2021 10:52:22 GMT+0100 (hora estándar de Europa central) G91 ; relative positioning G1 H1 Z100 U100 V100 F2000 ; lift UV relative to current position ;G1 H2 Z100 F2000 G1 H1 X-405 Y-255 F2000 ; move quickly to X and Y axis endstops and stop there (first pass) G90 ; absolute positioning G1 X0 Y0 F2000 G91 ; relative positioning G30 ; probe G90 ; absolute positioning ; Uncomment the following lines to lift Z after probing G91 ; relative positioning G1 Z100 F2000 ; lift Z relative to current position G90 ; absolute positioningHomeu.g:
G91 ; relative positioning G1 H1 U100 F2000 ; lift U to upper position G90 ; absolute positioningHomev.g:
G91 ; relative positioning G1 H1 V100 F2000 ; lift U to upper position G90 ; absolute positioningHomex.g:
; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Mar 24 2021 10:52:22 GMT+0100 (hora estándar de Europa central) G91 ; relative positioning ;G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-405 F1800 ; move quickly to X axis endstop and stop there (first pass) ;G1 H2 X5 F6000 ; go back a few mm ;G1 H1 X-205 F360 ; move slowly to X axis endstop once more (second pass) ;G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioningHomey.g:
; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Mar 24 2021 10:52:22 GMT+0100 (hora estándar de Europa central) G91 ; relative positioning ;G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y-255 F1800 ; move quickly to Y axis endstop and stop there (first pass) ;G1 H2 Y5 F6000 ; go back a few mm ;G1 H1 Y-205 F360 ; move slowly to Y axis endstop once more (second pass) ;G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioningHomez.g:
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Mar 24 2021 10:52:22 GMT+0100 (hora estándar de Europa central) G91 ; relative positioning G1 H1 Z100 F2000 ; lift Z relative to current position G90 ; absolute positioning G1 X0 Y0 F2000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing G91 ; relative positioning G1 Z100 F2000 ; lift Z relative to current position G90 ; absolute positioningWe can home and move all the axes, but we couldn't do a G29 because the probe is triggered before reach the first probe point, when it would be desireable to position XY first, deploy probe and lower Z axis in the first point. Now, all the movements are simultaneous so the probe once deployed touch the firts point and stay there reporting error:
7/7/2021 10:48:17 Error: Probe was not triggered during probing move 7/7/2021 10:48:10 g29 Warning: Skipping grid point X=-100.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-80.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-60.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-40.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-20.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=0.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=20.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=40.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=60.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=80.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=100.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=100.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=80.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=60.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=40.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=20.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=0.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-20.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-40.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-60.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-80.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-100.0, Y=-80.0 because Z probe cannot reach itWe could hire anyone with enough knowledge who can help us to develop this printer, due to our inexperience in RRF and that we will soon have to deliver this machine to the client. With more time, we will learn it but now we are a bit in a hurry.
Thanks,
Marcos -
-
-
Just trying to clear some brainspace to digest your large post. It's on my list.
-
@phaedrux I know it's dense. Please ask me anything to help to clarify any part.
Thanks a LOT!
One of the things we are battling now is to make it work the G29 S0 mesh grid. This video show the behaviour of the home all followed by a failed G29 S0.
The XY and Z axes moves are combined with the probe deployed to the first point but it sink the probe before reach the XY move. Ideal would be reach the first position in XY coordinates and after that, deploy probe and lower Z axis to contact first point. After that, move Z up (10-20mm), move XY to next point, low the Z axis and trigger the probe signal, and so on.
As you can see in the video, it can't do at first probe point. At the console can be seen this error:
12/7/2021 10:46:36 Error: Probe was not triggered during probing move 12/7/2021 10:46:30 g29 s0 Warning: Skipping grid point X=-100.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-80.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-60.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-40.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=-20.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=0.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=20.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=40.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=60.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=80.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=100.0, Y=-100.0 because Z probe cannot reach it Warning: Skipping grid point X=100.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=80.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=60.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=40.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=20.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=0.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-20.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-40.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-60.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-80.0, Y=-80.0 because Z probe cannot reach it Warning: Skipping grid point X=-100.0, Y=-80.0 because Z probe cannot reach it -
@dc42 May could you able to read this entry?
Can you give us some hints about the question asked?