How do I enable the hot end heater
-
@fcwilt How does someone without an FTP connection create a Filament folder at the same level as SYS? I did the automated code load/upgrade, and my file structure has remained the same since. I don't see how, via the DWC, to "back out a level" in order to create a new folder. I realize I can force it to happen by removing the SD card from the printer and making it happen within my laptop, but... really?
-
@kb58 said in How do I enable the hot end heater:
@fcwilt How does someone without an FTP connection create a Filament folder at the same level as SYS? I did the automated code load/upgrade, and my file structure has remained the same since. I don't see how, via the DWC, to "back out a level" in order to create a new folder. I realize I can force it to happen by removing the SD card from the printer and making it happen within my laptop, but... really?
The DWC does it for you.
See the following:
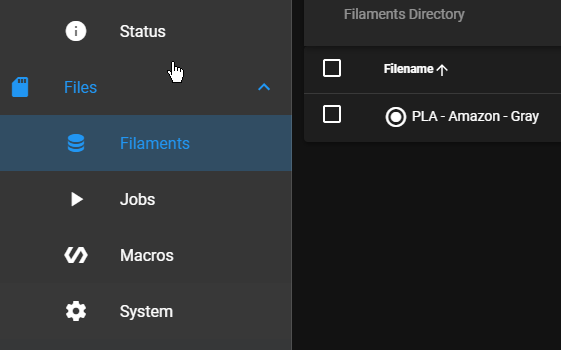
You select the Filaments item on the left (see above)
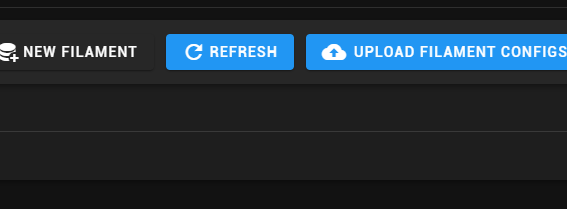
Then you select New Filament on the right upper corner (see above)
It will ask for a name and then create the required folder and files (they are empty) in the correct location.
Then you should see the new filament name on the left in the list of filaments.
Selecting the filament should take you to the empty files ready for editing.
Frederick
-
@fcwilt Yes that is how it's set up now (had to cut and paste the code in from the laptop, rather than pointing the DWC to where to get it from).
Anyway, there's something else going on. I double checked that the filament files are where they should be, but when the print is started, it's as if it's not executing the filament config.g file. No messages and it's not setting extruder temperature. Not sure where the bed temp command of 60C is coming from but suspect that's from the slicer.
-
I don't know why I thought you were using Cura - Prusa is a bit different.
This is what I found Prusa generates and the conditions I used in configuring Prusa:
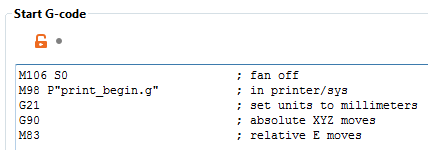
; PrusaSlicer (RepRapflavor - no temps) inserts the following around the call to this file ;M107 ; fan off (should be M106 S0) ;M98 P"print_begin.g" ; invokes this file ;G21 ; set units to millimeters ;G90 ; absolute XYZ moves ;M83 ; relative E movesCheck your settings in Prusa and see if the generated code matches the above.
Frederick
-
@fcwilt I did at 14:58
-
@kb58 said in How do I enable the hot end heater:
@fcwilt I did at 14:58
I know - I was working too fast and trying to juggle too many things at once - see my post before this one regards Prusa settings.
Frederick
-
-
A portion of "print_begin"
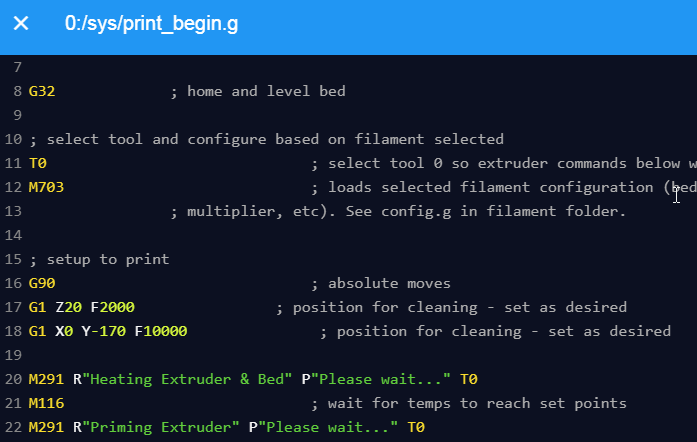
I think the clue is in this area. Even if the M703 on Line 12 isn't doing anything, I can't figure out why the messages on Line 20 and 22 aren't appearing.
What's strange is that this all used to work fine before adding content to the filament files... Maybe I need to back up and delete it.
-
The G32 invokes bed.g
Perhaps something is happening in bed.g that is causing the problem.
Post bed.g, please.
Frederick
-
; bed.g ; called to perform automatic bed compensation via G32 ; M561 ; clear any bed transform G28 ; home all G30 P0 X-139 Y-119 Z-99999 ; probe near left front leadscrew G30 P1 X0 Y150 Z-99999 ; probe near rear center leadscrew G30 P2 X145 Y-119 Z-99999 S3 ; probe near right front leadscrew, then perform 3-pt calibration G1 X0 Y0 G30 G30 s-1 ;M291 P"Leveling finished" R"Probing..." S1 T2 M291 P"Leveling finished" S1 T2 -
@kb58 said in How do I enable the hot end heater:
; bed.g ; called to perform automatic bed compensation via G32 ; M561 ; clear any bed transform G28 ; home all G30 P0 X-139 Y-119 Z-99999 ; probe near left front leadscrew G30 P1 X0 Y150 Z-99999 ; probe near rear center leadscrew G30 P2 X145 Y-119 Z-99999 S3 ; probe near right front leadscrew, then perform 3-pt calibration G1 X0 Y0 G30 G30 s-1 ;M291 P"Leveling finished" R"Probing..." S1 T2 M291 P"Leveling finished" S1 T2That last M291 doesn't have the R parameter - perhaps that is the problem.
Also why are you doing the G30 S-1? It doesn't hurt but I'm just curious.
Frederick
-
Don't see how, given that:

So R is just an option title.
About the G30 s-1, it's just for checking on what the printer thinks the probe to bed offset is. Want to make sure it's not drifting.
Scratch-built 350mmx350mm coreXY, linear rails, ballscrews, 3 Z axis, Duet3 6HC, v3.3, Tool Board v1.1, BondTech LGX + Mosquito hot end
-
@kb58 Hah, I'm back at the same point when this thread was started. I can make everything work if I manually enable the hot end heater via the DWC. I had expected the filament code to enable the hot end heater and it simply doesn't. I'll have to review that code, or insert some new code to make it happen.
-
@kb58 said in How do I enable the hot end heater:
Don't see how, given that:
So R is just an option title.
About the G30 s-1, it's just for checking on what the printer thinks the probe to bed offset is. Want to make sure it's not drifting.
Hmm... You are correct. I thought I read where it was required but it works without it.
OK - add some M291 commands with an S2 parameter and a meaningful message to print_begin.g so you can determine what is being executed and what is not.
For example before the G32 you could have:
M291 P"About to execute G32" S2
Then before the T0 you could have:
M291 P"About to execute T0" S2
Frederick
-
@fcwilt So to sort of bring this to a close, I found out through dumb luck that I have to click on the filament type in this window.
With that solved, another has to pop up, and it did. Right when it starts to do its bed leveling, it pops up a warning about "Tool not selected", but it is, and if the warning is ignored, everything works as it should anyway. While a nuisance warning, it would be nice to know why it's happening and correct it.
Here's the relevant bit:
; select tool and configure based on filament selected T0 ; select tool 0 so extruder commands work M703 ; loads selected filament configuration (bed/extruder temps, extrusion ; multiplier, etc). See config.g in filament folder. G32 ; home and level bed, then move to bed center and set Z datumI don't get it; T0 is selected right before setting up the filament, and the tool-not-selected warning appears right when the G32 command starts. Huh.
Scratch-built 350mmx350mm coreXY, linear rails, ballscrews, 3 Z axis, Duet3 6HC, v3.3, Tool Board v1.1, BondTech LGX + Mosquito hot end
-
Did you remove these "sanity" checks I had in print_begin.g:
; check for selected filament if move.extruders[0].filament = "" M291 R"No Filament Selected" P"Cannot Continue" S2 T0 abort ; check bed heater active temp setting if heat.heaters[0].active = 0 M291 R"Bed Heater Active Temp = 0" P"Cannot Continue" S2 T0 abort ; check extruder heater active temp setting if heat.heaters[1].active = 0 M291 R"Extruder Heater Active Temp = 0" P"Cannot Continue" S2 T0 abortYou will notice the first one checks if a filament has been selected.
Frederick
-
@fcwilt Yes... and no.
Yes they were removed, with the thinking that once I had it basically working, I'd add it back in. During figuring this out I looked back through your code and realized those are pretty good checks, so added in that chunk. See, it takes me a while to wrap my head around new code
")
Scratch-built 350mmx350mm coreXY, linear rails, ballscrews, 3 Z axis, Duet3 6HC, v3.3, Tool Board v1.1, BondTech LGX + Mosquito hot end
-
@kb58 said in How do I enable the hot end heater:
With that solved, another has to pop up, and it did. Right when it starts to do its bed leveling, it pops up a warning about "Tool not selected", but it is, and if the warning is ignored, everything works as it should anyway. While a nuisance warning, it would be nice to know why it's happening and correct it.
I've got a printer that uses G32 in that location and I am not getting any warning.
You have G28 in your bed.g file.
Does your home all code have anything that would de-select all tools?
Frederick
-
@fcwilt Good point, that would do it, but no. I need to snoop around and see if there's any deselection of tools anywhere. There should not be because this is, and probably always will be, a single tool machine:
; homeall.g ; called to home all axes ; G91 ; relative positioning G1 H2 Z5 F10000 ; lift Z relative to current position G1 H1 X-355 Y-355 F3000 ; move quickly to X or Y endstop and stop (first pass) G1 H1 X-355 ; coarse home X G1 H1 Y-355 ; coarse home Y G1 X5 Y5 F600 ; go back a few mm G1 H1 X-10 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-10 ; then move slowly to Y axis endstop G1 H1 Z-355 F360 ; move Z down, stopping at the endstop G90 ; absolute positioning G92 Z4.5 ; set Z position to axis minimum (may need to adjust) -
@kb58 Searched all files and there is no "T-1" anywhere. I'm wondering if it takes time to take effect, but that seems highly unlikely given what it's doing. It's not like it's physically moving anything, or doing nasty math.