Muss mit 75 Prozent Extrusion drucken
-
THIS PAGE tells you how to calibrate the extrusion setting.
THIS page talks about how to set the slicer extrusion factor also.
Tell us how you performed those steps and the result.
Also, post your config.g so we can see the setting.
Tell us a little bit more about your printer and extruder.I find if I print PLA hotter than about 195C I get poor results. This depends on your particular filament, room temperature and machine of course. If I print at 205 I get a messy print.
Can you post a photo of your print and the GCODE?
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@wolfgang-klein Can't say I fully understand what you write but I have an LGX extruder and here's my steps/mm setting for it:
M92 X80.00 Y80.00 Z400.00 E400.00 ; set steps per mmNormally I print ASA and ABS with about 0.94 extrusion factor i SS but when I print PLA I usually print at 220C (Prusament)
Voron V2.4 (#1317) with Duet 3 Mini5+ Wifi and 1LC v1.1 Toolboard
Voron V0.1 (#637) with Duet 3 Mini 5+ Wifi and 1LC v1.2 Toolboard
Ender 3 Pro with BTT SKR-2 + RRF -
Danke für die Infos, versuche alle Fragen zu beantworten. Zuerst meine config.g
Configuration file for Duet WiFi (firmware version 3.3.3)
; executed by the firmware on start-up Stand 03.01.22 neueste version; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
G29 S1 ; Set Units to Millimeters; Network
M550 P"Wolfis XY Reprapper" ; Set machine name
M552 S1 ; enable network and acquire dynamic address via DHCP IP via DHCP Adresse 192.168.179.54
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
M586 C"*" ; potential security issue because it permits cross-origin requests from ALL foreign sites.; Machine Settings
M669 K1 ; Select CoreXY kinematics; Drives
M569 P0.0 S1 D3 ; physical drive 0.0 goes forwards Kabel gedreht Left Z
M569 P0.1 S1 D3 ; physical drive 0.1 goes forwards Kabel gedreht Rear Z
M569 P0.2 S1 D3 ; physical drive 0.2 goes forwards Kabel gedreht Rigt Z
M569 P0.3 S1 D3 ; physical drive 0.3 goes forwards Right Motor
M569 P0.4 S1 D3 ; physical drive 0.4 goes forwards Left Motor
M569 P0.5 S0 D3 ; physical drive 0.5 goes backwards Extruder
M584 X0.4 Y0.3 Z0.0:0.1:0.2 E0.5 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolationM92 X80.00 Y80.00 Z800.00 E414.22 ; set steps per mm für X Y Z und E LDO Pancace
; strom settings
M906 X2000 Y2000 Z1800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent LDO-42STH47-2504AC 2,5 Ampere max,muss nach M584 stehen
; M84 S120 ; Set idle timeout 120 Sekunden für alle Schrittmotoren, lassen sich dann drehen
;M84 X60 Y60 Z240 E30
M84 S30M566 X1200.00 Y1200.00 Z800.00 E3600.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X9000.00 Y9000.00 Z1200.00 E9000.00 ; Set maximum speeds (mm/min)
M201 X3000.00 Y3000.00 Z200.00 E6000.00 ; Set accelerations (mm/s^2)
;M204 P4000 T8000 ; accelerations for printing and traveling (mm/s^2); Axis Limits
M208 X0 Y0 Z0 S1 ; Set axes minima
M208 X400 Y400 Z400 S0 ; Set axes maxima; Endstops
M574 X1 S1 P"io1.in" ; Use an endstop on X, x min
M574 Y2 S1 P"io4.in" ; Use an endstop on Y, y max , io4 wegenPaneDUE= TouchScreen; BLTouch Z-Probe
M574 Z1 S2 ; Define Z endstop at a probe
M950 S0 C"io2.out" ; Create a servo pin on io2
M558 P9 C"io2.in" H5.0 F120 T18000 A5 ; Set Z-Probe to type 9 for BLTouch mode, 5mm dive at 2mm/s, 5 attempts
G31 P50 X-26 Y-20.50 Z2.75 ; Mein Set Z probe trigger value, nozzle offsets, and trigger height, je gößer Z desto näher am Bett 2,88 gemessen; Heater Bett
M308 S0 P"temp0" Y"thermistor" T100000 B3950 C0 A"Bed" ; Define Sensor0 as the heated bed temperature
M950 H0 C"out0" T0 Q10 ; Define Heater0 as the heated bed, bind to Sensor0
M140 H0 P0 ; Define Heated Bed
M307 H0 B0 R0.501 C1217.1 D3.65 S1.00 V24.2 ; PID Tuning for Heater0, Heated Bed (60C)
M143 H0 S100 ; Set temperature limit for Heater 0 to 100C, denk 100 Grad reichen: Heater Hotend
M308 S1 P"temp1" Y"thermistor" T500000 B4725 C7.060000e-8 ; Define Sensor1 as Extruder0 temperature (Slice Engineering Thermistor)
M950 H1 C"out1" T1 ; Define Heater1 as Extruder0 heater, bind to Sensor1
M307 H1 B0 R2.654 C144.5:124.1 D4.04 S1.00 V24.1 ; PID Tuning for Heater1, Extruder0 (240C)
M143 H1 S290 ; Set temperature limit for heater 1 to 300C;
M308 S2 P"temp2" Y"thermistor" A"Chamber" T100000 B4725 C7.060000e-8 ; Define Sensor2 as Chamber temperature (Semitec 104GT2); Interne Sensoren
M308 S10 Y"mcu-temp" A"MCU" M308 S11 Y"drivers" A"Steppers" ; Wie in Duett Beschreibung.; Fan für Hotend und Layer
M950 F0 C"out3" Q50 ; create fan 0 on pin out3 and set its pwm frequency
M106 P0 C"Hotend Fan" S255 H1 T40 L255 ; set fan 0 name and value. Thermostatic control turned on for Hotend
M950 F1 C"out4" Q50 ; create fan 1 on pin out4 and set its pwm frequency
M106 P1 C"Layer Fan" S0 H-1 L0.2 X0.5 B0.3 ; set fan 1 name and value. Thermostatic control is turned off; Tools
M563 P0 S"Mosquito" D0 H1 F1 ; define tool 0 uses Extruder 0, Heater 1 an Fan 1
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Additional Settings
M671 X0:200:404 Y5:400:5 S5 ; define positions of Z leadscrews or bed levelling screws
M557 X20:370 Y25:370 P10 ; define 5x5 mesh grid
M404 N1.75 D0.4 ; Filament width and nozzle diameter
;M200 D0 ; Deaktiviert die volumetrische Extrusion auf allen Extrudern
M200 D1.75 ; Filamentdurchmesser des Extruders auf 1,75 mm für Volumetrische Extrusion; Pressure Advance
; M572 D0 S0.025
M572 D0 S0.03 ; Einstellung für Direct Drive Druck auf das Filament ab 0,025 bis 0,5; Analoger Filamentmonitor
M591 D0 P3 C"io3.in" S1 R70:120 L25.5 E10.0 ; Duet3D rotating magnet sensor for extruder drive 0 is connected to "io3.in" endstop input,
; enabled, sensitivity 26.0 mm/rev, 70% to 130% tolerance, 10mm detection length, S1 enable s0 disable
; M591 D0 ; display filament sensor parameters for extruder drive 0M592 D0 A-0.0068 B0.0038 ; set parameters for extruder drive 0 für nichtlineare Extrussion
; PanelDue Touchsreen
M575 P1 S1 B57600 ; Damit PanelDue erkannt wird
T0 ; Activate T0 by default, Werkzeug wählen
; Power loss function
M911 S21.0 R23.0 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ;X- und Y-Motoren auf Nullstrom setzen (M913 X0 Y0),
;Relativen Bewegungsmodus einstellen (G91),
;Relativen Extrusionsmodus einstellen (M83),
;Kopf gleichzeitig anheben und Filament zurückziehen (G1 Z3 E-5 F1000); Input shaper an IO0, panel due vorher deaktiviert durch umstecken
; M955 P0 C"io0.out+io0.in" I20 ; CS and INT1 connected to io0, I20 Normale Anordnung des Sensors
M593 P"zvd" F68.7 ; use DAA to cancel ringing at 68.7Hz verringert Ghosting
;M593 P"none" ; disable DAA -
Ich habe z.b die esteps kalibriert, sowohl die x y und z Bewegungen. Alles super. Als Slicer nutze ich Cura in der neusten Version. Flow rate 100 prozent. Kann keine richtigen drucke zeigen, denn wenn ich die extrussionsrate nicht reduzieren, dann fängt er an ab dem 2. Layer einen Fehler zu senden...das liegt an meinem Filamentmonitor und der Tatsache dass der Druck auf das filament so hoch wird, weil die Schichten zu dick werden, dass er nicht weiterdruckt. Stelle ich die extrusion Rate auf ca. 70 Prozent kommen die drucke meist gut raus.
-
@wolfgang-klein As far as I can understand I still think you should change your e-steps:
Other changes can be done in the slicer.
Have you checked which nozzle diameter is set in the slicer?
Voron V2.4 (#1317) with Duet 3 Mini5+ Wifi and 1LC v1.1 Toolboard
Voron V0.1 (#637) with Duet 3 Mini 5+ Wifi and 1LC v1.2 Toolboard
Ender 3 Pro with BTT SKR-2 + RRF -
Danke für deine Infos, siehe oben da ist meine config.g, meine esteps sind etwas höher da ich sie kalibriert habe. Mein Problem liegt daran, dass meine Drucke nur fast gut werden, wenn ich via webcontroll oder am Display direkt die extrussion auf 70 prozent reduziere, ist irgendwie komisch und beschäftigt mich auch.
-
Ja im slicer ist 0,4 angegeben und ich drucke auch mit einer 0,4 nozzle,
-
Kenne die Einstellungen von bondtech, das kann ich gerne mal ändern und mal eine kleinen Würfel ausdrucken. Werde dann morgen berichten. Daran solls nicht scheitern.lg wolfgang
-
The only other thing I can think of is if you are using 3mm filament and have the slicer set to 1.75mm you would need to set to 60% extrusion factor which is close to your 70% factor.
If you've calibrated the extruder esteps and have the correct nozzle diameter set, the slicer should be producing correct GCODE and it would be extremely unlikely that the Duet would somehow cause overextrusion when running standard GCODE.
Maybe post the beginning of a GCODE file you are printing and we'll see something in there.
SeemeCNC Rostock Max V3 converted to V3.2 with a Duet2 Ethernet Firmware 3.2 and SE300
-
@Wolfgang-Klein to make troubleshooting this simpler, I suggest removing "advanced features" from you config:
- M593 input shaper
- M592 non-linear extrusion
- M591 filament monitor
- M572 pressure advance
- M404 and M200 are pretty uncommon (at least I have never used them!) are you using volumetric extrusion in your slicer?
and just to make sure: your mesh levelling is still leaving enough room at the first layer and block the flow because you are too close to the bed?
-
Danke für Ihre Überlegungen, nutze 1,75 mm und ist in config.g auch so konfiguriert im slicer auch. . Werde morgen mal die gcode Datei eines Würfels posten.
-
Das werde ich gerne ausprobieren und einen probeausdruck machen. Wird morgen werden. Vielen Dank.
-
Das übersetzungsprogramm hat manchmal komische Begriffe. Wenn ich mit normaler extrusion drucke, dann wird der Abstand zwischen nozzl und Druckobjekt schnell so klein, dass kein filament mehr raus kommen kann. Kann ich hier auch ein Video anhängen. Dann können sie sehen was ich meine? Liebe Grüße Wolfgang
-
Ja mein mesh leveling ist auf eine Abstand von ca. 0.1 mm eingestellt. Es ist wirklich die Menge an Material die einfach zu viel raus kommt.
-
@wolfgang-klein wenn du mit mesh levelling einen guten konsistenten Abstand zwischen Düse und Druckbett (oder weiter oben dann Druckobjekt) hast, dann passt es. Wichtig ist nur, dass es eben weiter oben auch immer noch konstant ist.
Wenn du sagst dass gerade im ersten Layer der Abstand so stark schwankt dass die Düse quasi vom Bett "abgedichtet" wird, dann brauchst du Mesh Levelling (oder ein besseres Bett oder ganzen Drucker
 )
)Ja, Videos und Bilder kannst du per drag & drop anhängen.
-
Ok werde ich morgen anhängen.
-
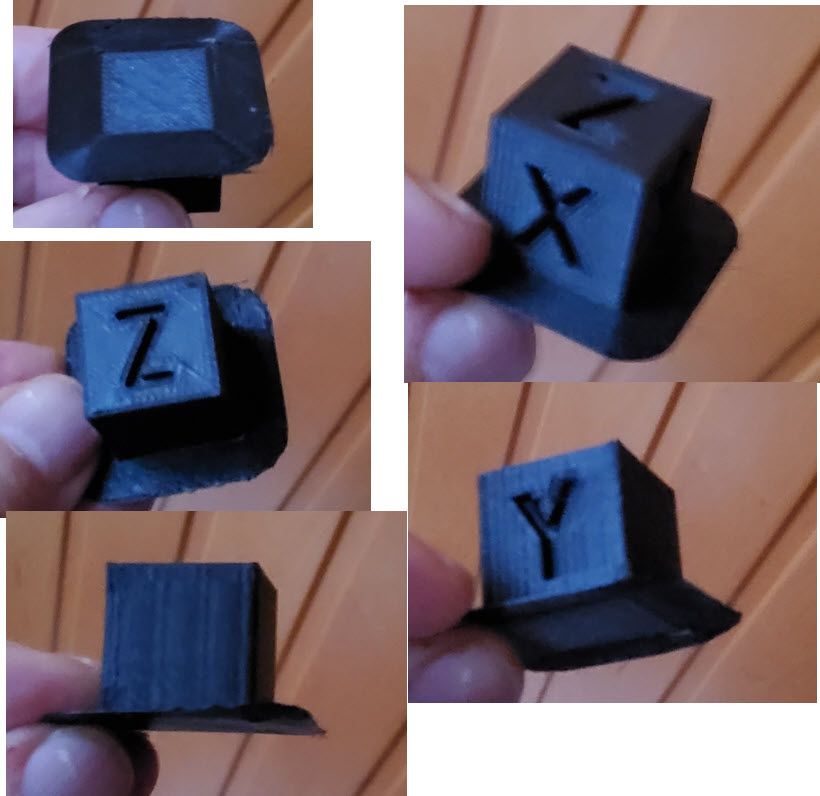
Soderle mal einen testwürfel gedruckt und vorher alle
M593 Eingabeformer
M592 nichtlineare Extrusion
M591 Filamentmonitor
M572 Druckvorschub
M404 und M200
deaktiviert.
Der Druck hat gut geklappt mit 100 Prozent Extrusion.
Danke.
D.h. irgend eine Einstellung ergibt das Problem... Etwas ghosting in der Y Achse.
Das ist doch schon mal eine Schritt in die richtige Richtung.
Habe mit 100 mm/s gedruckt und 205 Grad mit PLA.
 Video Wolfgang.mp4
Video Wolfgang.mp4 -
Videos scheinen nicht möglich zu sein. Schade
-
@resam M593
Eingabeformer
M592 nichtlineare Extrusion
M591 Filamentmonitor
M572 Druckvorschub
M404 und M200
deaktiviert.
Der Druck hat gut geklappt mit 100 Prozent Extrusion.
Danke.
Dh irgend eine Einstellung ergibt das Problem... Etwas Ghosting in der Y Achse.
Das ist doch schon mal einen Schritt in die richtige Richtung.
Habe mit 100 mm/s gedruckt und 205 Grad mit PLA.
Video Wolfgang.mp4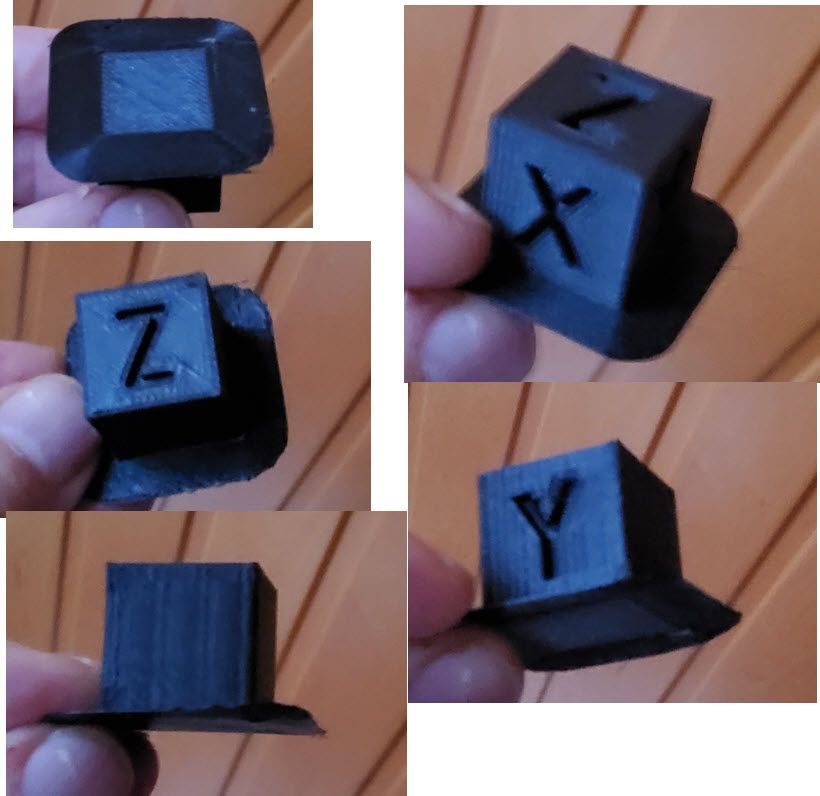
-
@wolfgang-klein Super! Damit hast du das Problem auf eines der genannten Features eingegrenzt!
100mm/s mit 0.4er Düse ist schon leicht auf der sportlichen Seite für schwache Hotends. Dein Mosquito sollte damit aber gut zurecht kommen. Um dir das Leben zumindest jetzt noch leichter zumachen, kannst du vielleicht noch etwas "runter vom Gas" gehen, auf 80mm/s oder so.
Schalte die Features eines nach dem anderen wieder an, und mach einen Testdruck. Damit solltest du genau herausfinden welches Feature das Grundproblem ist, und dann können wir das richtig einrichten!