Homing issues with BL touch When I home!
-
Looking at the image you posted it does not appear as if the probe offsets of X10 and Y10 are correct.
It looks like your probe is to the left of the nozzle and possibly slightly in front?
Have you tried to measure the offsets so you can use the correct values?
Regards homing:
Have you verified that simple G1 commands move the nozzle where they should and by the correct amount?
To get a printer working it is best to go step-by-step verifying each element before trying things like homing or creating a height map. There can be many simple configuration/wiring issues that can cause motion problems.
Frederick
-
The G1 commands move the nozzle up and down with no problem!! I used the bed calibration and set it at 4.05. All in the green! Used the g92 z0 and g30 s-1 to set Hight no issues.
G1 x10 and y10 I just did this as a test. i have tried x and Y 100, 120, -100 nothing makes a differance. Always same spot. Somthing is over writing the commands making them usless. I ran the RRF many times no change when i add the bl touch as endstop. Without it homes correctly. Something is telling the bl touch to go to the far end and not the same spot as x and y go to.
FYI The g32 command works on probing the bed. So assume the probe is working. Its shows the highs and lows i set the bed map at 180 x 180.
I am stumpt?
I assume everything works becuse without the bl touch as endstop it homes to the correct spot, the motors all go up and down correctly, the heat and thermistors all work.
Its just the BL touch homing position i cant get to change.As a stupid test if i tell the bed its only 110 x110 in size it will go to the middle of the bed. But thats still the edge of the home not the center. Its just looks like its there. dont know what else to try.
-
@ecnsupplies said in Homing issues with BL touch When I home!:
I just did this as a test. i have tried 100, 120, -100 nothing makes a differance.
What do you mean you have tried 100, 120, -100? Tried those values where or how?
I ran the RRF many times no change when i add the bl touch as endstop.
The problem I see with the RRF is it keeps folks like you from learning the commands, what they do and how to configure things.
I have never used the RRF. I started with my first printer by looking at a simple, sample config.g file and reading the on-line GCODE documentation.
The g32 command works on probing the bed.
I guess you are still using bed.g wrong and have it doing things related to Mesh Bed Compensation.
Have you verified, by jogging that X and Y axes on the DWC, that things go where they should by the correct amounts?
Please most your most recent homing files.
Thanks.
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@fcwilt said in Homing issues with BL touch When I home!:
I just did this as a test. i have tried 100, 120, -100 nothing makes a differance.
What do you mean you have tried 100, 120, -100? Tried those values where or how?
The G31 P500 X10 Y10 Z4.05 tried 100, 120, -100 and more. No change at all. ; set Z probe trigger value, offset and trigger height G31 P500 X0 Y0 Z3.75
**
I ran the RRF many times no change when i add the bl touch as endstop.The problem I see with the RRF is it keeps folks like you from learning the commands, what they do and how to configure things.
I have never used the RRF. I started with my first printer by looking at a simple, sample config.g file and reading the on-line GCODE documentation.
Tried the configurator because i was at a loss on what else to try!The g32 command works on probing the bed.
I guess you are still using bed.g wrong and have it doing things related to Mesh Bed Compensation.
Not sure what you mean on this? I set the bed calibration at 180 x 180 it probes the bed fine using G32 command. No issues.Have you verified, by jogging that X and Y axes on the DWC, that things go where they should by the correct amounts?
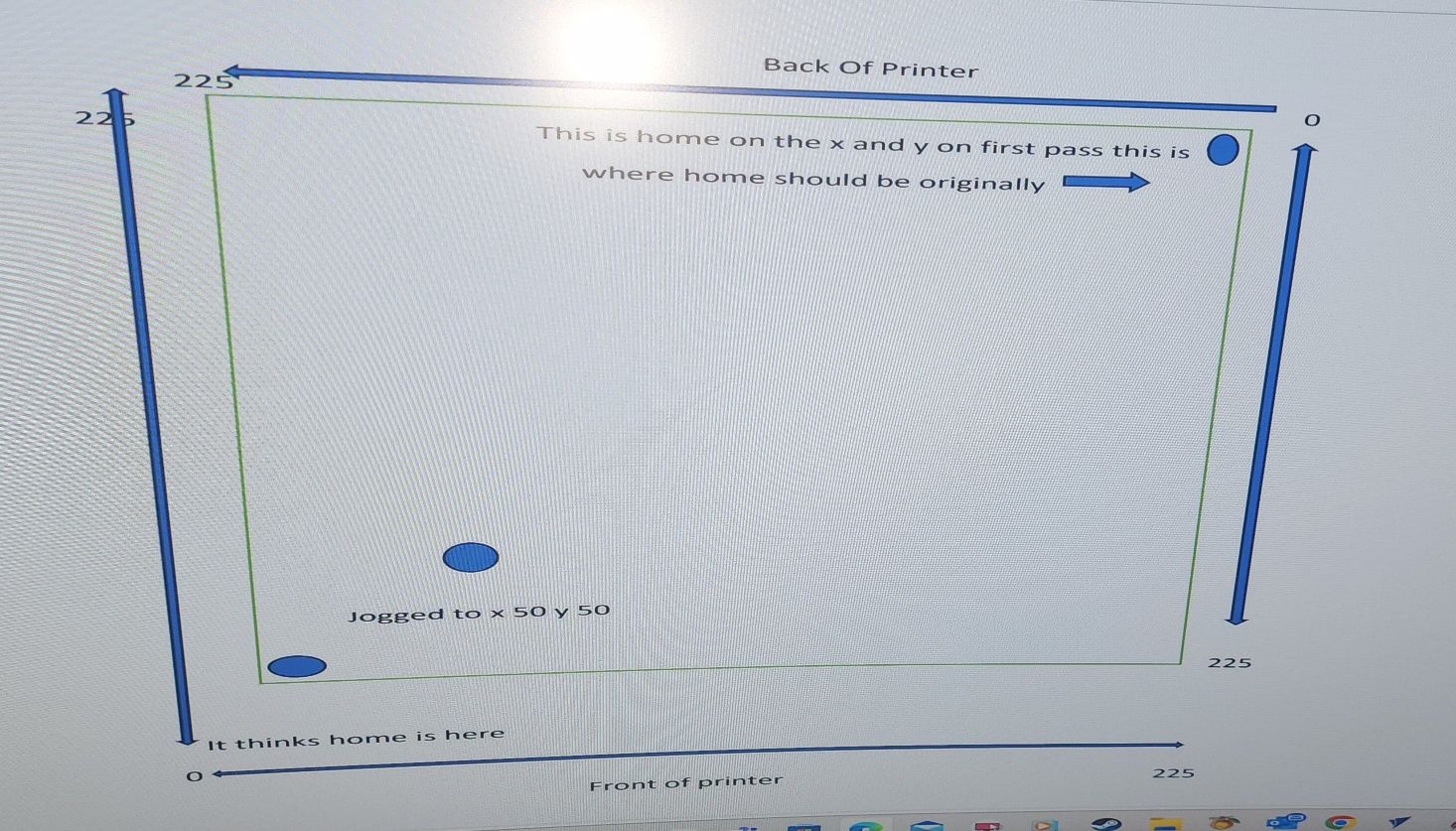
WHEN I JOG IT IS USING THE Z AXIS AS THE HOME BEGINING SPOT. It should be the side where the x and y home in the first pass. This will case an issue i am sure. But the distance part work. Just the starting is on the wrong side of the bed!! See picture of where it start as home and jogging should be opposite side of bed,Please most your most recent homing files.
Not sure where they are on the duet 3 will look for them and send asap.
-
@fcwilt
Pics of Jogging. It thinks home is wrong side but does jog.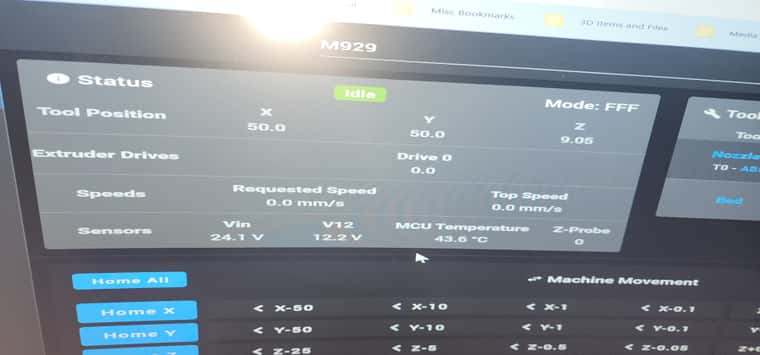 ![Home and Jogging 50.jpg]
![Home and Jogging 50.jpg]
-
Why do you think home should be in the back right corner?
What does the word "home" mean to you?
Your printer appears to be moving correctly on X and Y.
Frederick
-
@fcwilt
When it was originally setup by the RRF configurator as a ender 3 and also when it was made from ender they called this home so i am as well. . When i take out the BL touch as endstop it reverts this back corner as home. When i put the bl touch back in as the endstop it flips it to the other side or as i call the front side of printer as home.
When i click on homing it moves to the back corner on the x and y part of homing ( first stage) then goes to the other side or front corner to home the z or probe. Hope this makes since. -
Yes when you home X or Y it moves to the max end of the axes, because you have the endstops at the max end of the axis.
But you have the min/max values of the axes such that 0,0 is in the left-front corner and 200,220 is the back-right corner.
In the homeALL.g file you have a G1 X20 Y20 command just before the G30. That is going to move near the left-front corner.
I think you are confusing "home" which is where the endstops are and "origin" which is where 0,0 is.
They can be the same or the can be different, there is no fixed relationship.
Frederick
-
@fcwilt
Under stood. Thank you for helping me to get the terminology correct. Understand the peaceable just not the language.***I changed the G1 X20 Y20 to G1 X110 Y110
IT HOMED TO THE MIDDLE OF BED> thank you.
Will test g32 command and a test cube next.
Much appreciated*** -
Re-visiting G32 and G29:
Recall that G32 is intended to be used with Bed Leveling (either Auto or Manual) and it runs bed.g which should contain the code needed to do the leveling.
Recall that G29 is intended to be used as part of Mesh Bed Compensation and it runs mesh.g which should contain the code needed to probe the bed and create the height map.
You are currently using G32 to run bed.g but your bed.g contains the code that should be in mesh.g.
So move your code from bed.g to mesh.g (creating mesh.g as needed) and then use G29 instead of G32 to probe the bed and create the height map.
Frederick
-
Your recommendation In the homeALL.g file you have a G1 X20 Y20 command just before the G30. That is going to move near the left-front corner fixed the homing issue. Changed it from G1 X20 Y20 to G1 X110 Y110.,
-
Still have one issue that hopefully you can tell me really quick without me doing trial and error by stopping and starting print jobs to get the job to start print at the center where it homes instead of the front corner edge. FYI. I told cura my slicer to print in center! Is this a duet issue or cura?
I found this! Will it work?
Put g28 in your config.g file, or you can put it in the start.g file or you can leave it out (the latter will require you to manually home before printing) either start.g or your slicer -
On the bed calibration
You want be to make a new file mesh.g and copy all files from bed.g to it!
; bed.g
; called to perform automatic bed compensation via G32
; generated by RepRapFirmware Configuration Tool v3.3.16 on Thu Nov 16 2023 14:37:40 GMT-0600 (Central Standard Time)
M561 ; clear any bed transform
G29 ; probe the bed and enable compensation
Copy all these files to mesh.g
; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.3.16 on Thu Nov 16 2023 14:37:40 GMT-0600 (Central Standard Time)
M561 ; clear any bed transform
G29 ; probe the bed and enable compensation
Should I put ; on all the bed.g files or delete the file?This is it.
Thank you for all you do!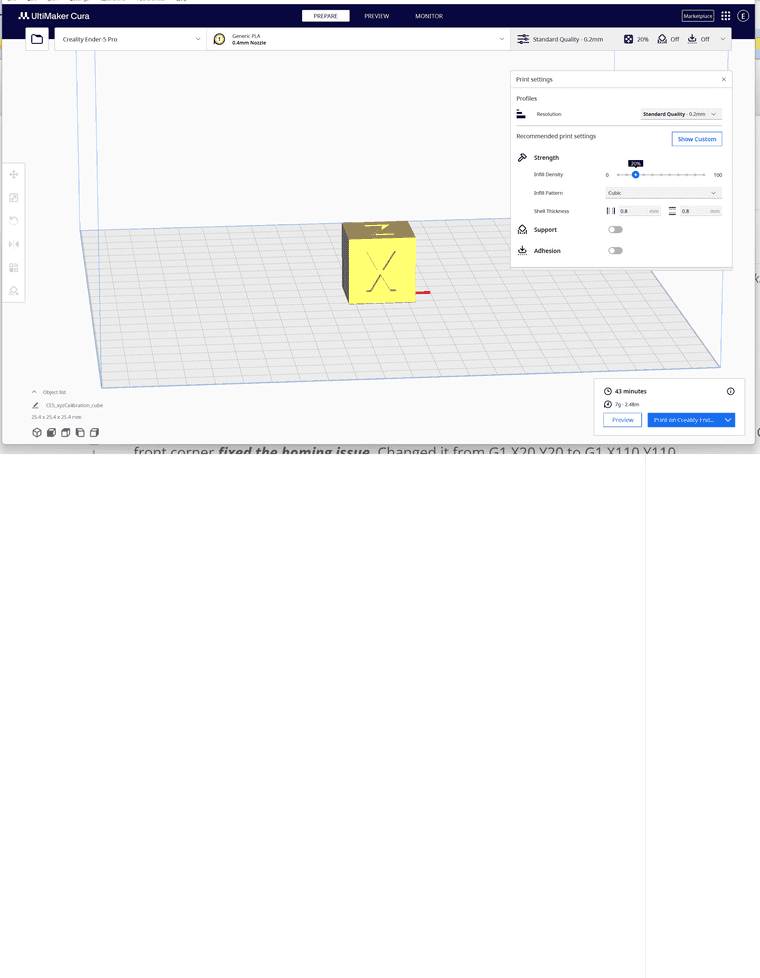
-
-
Regards bed.g versus mesh.g:
One of the reasons I suggest folks not depend on the RRF config tool is that it doesn't generate very good code.
It seems that the tool is behind the times and is not aware that G32 is not intended to be used for Mesh Bed Compensation.
Unless you intend to enable True Bed Leveling (either automatic or manual) bed.g should be empty or perhaps contain just a M291 command to put up a dialog stating that bed.g is mostly empty.

Regards starting a print at the center of the bed:
You may recall that I set the X and Y axes min/max, via M208, to put 0,0 at the center of the bed. I have never had an issue getting prints to start in the center with any of the slicers I have (and I have most of them). You do have to tell the slicer (just one time) about your printer and the size of the bed and the location of 0,0.
Regards G28 in your config.g file:
NOT a good idea. You don't want any part of your printer to start moving or heating or anything just when you power it on.
After I power up my printers I manually home them just to get a sense that all is fine and there are no disturbing noises being made.
Glad to help when I can. Feel free to ask why I do or suggest something. I like my approach to these things but everyone is unique and has their own likes and dislikes.
Frederick