[3.6.0 RC1] MultiMotor Z bed leveling
-
Hello,
I have problem with auto bed levelig with 3 independent motors in FW 3.6.0. In version 3.5.4 it worked well, but with new FW rear motor keeps moving away from ideal plane with every auto leveling pass.
M561 ; Vymaz predchozi zakriveni podlozky G28 X Y ; Home X Y axis G0 X115 Y215 ; G30 ; G4 S1 ; G30 P0 X20 Y400 Z-99999 ; Zjisti vysku Leveho Zadniho rohu G30 P1 X245 Y400 Z-99999 ; Zjisti vysku Praveho Zadniho rohu G30 P2 X245 Y5 Z-99999 ; Zjisti vysku Praveho Predniho rohu G30 P3 X20 Y5 Z-99999 S3 ; Zjisti vysku Leveho Predniho rohu a vyrovnej podlozku G29 ; Zmer zakriveni podlozkyin 3.5.4 :
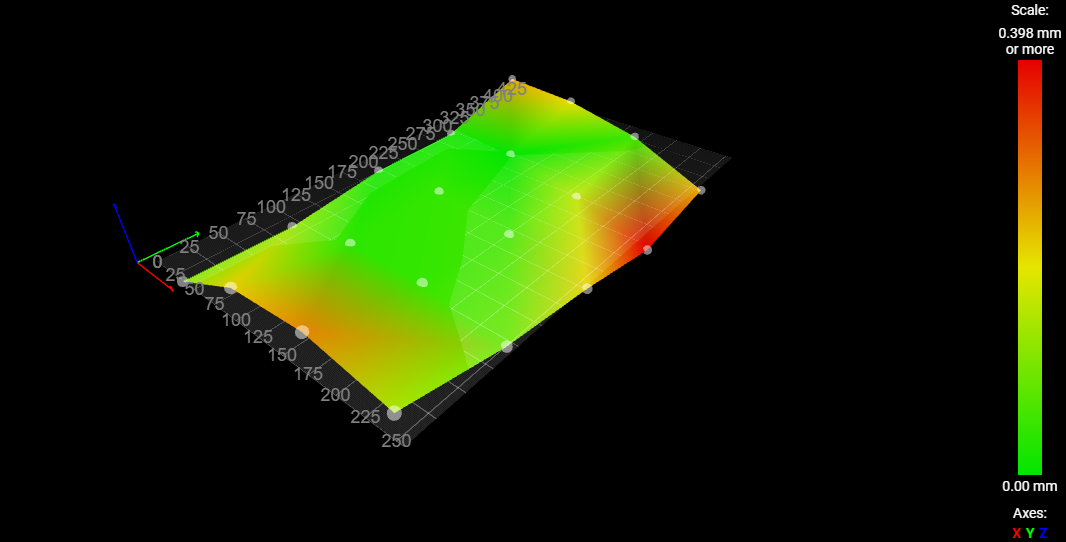
heightmap(3.5.4).csvin 3.6.0 RC1
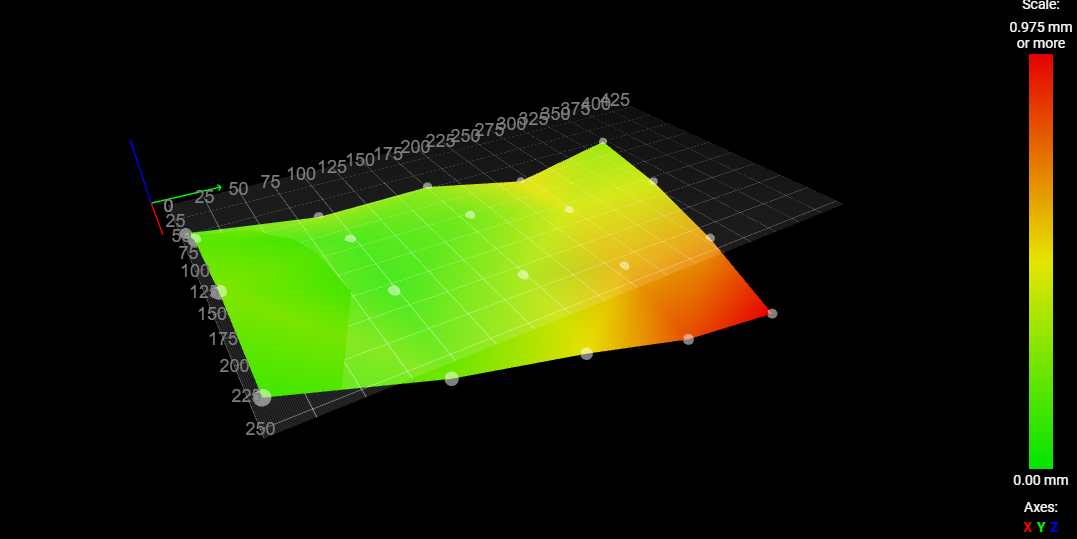
heightmap(3.6RC1+2).csvConfig:
###################################Drives########################################################## M584 X0 Y1 Z5:6:7 E3:4:2 ; Set Divers mapping Z-Front Left:Rear Center:Front Right, E-Left, Right, Head M569 P0 S1 ; Physical drive 0 goes forwards M569 P1 S1 ; Physical drive 1 goes forwards M569 P2 S0 ; Physical drive 2 goes backwards M569 P3 S0 ; Physical drive 3 goes backwards M569 P4 S0 ; Physical drive 4 goes forwards M569 P5 S0 ; Physical drive 5 goes forwards M569 P6 S0 ; Physical drive 6 goes forwards M569 P7 S0 ; Physical drive 7 goes forwards M671 X-42.1:134.9:311.0 Y-27.5:534.27:-27.5 S5 ; leadscrews at Front left, Rear center and Front right M350 X16 Y16 Z16 E16:16:16 I1 ; Configure microstepping with interpolation M92 X100.000 Y100.000 Z3200.000 E96.55:96.55:96.55 ; Set steps per mm (16) [E=(microstep)*200/(pi*gear_dia)] M350 E64:64:64 I0 ; Set extruders microstepping to 64 no interpolation M566 X900 Y900 Z100 E2000.00:2000.00:2000.00 ; Set maximum instantaneous speed changes (mm/min) M201 X10000 Y10000 Z120 E15000:9000:15000 ; Set accelerations (mm/s^2) M203 X30000 Y30000 Z280 E30000:30000:30000 ; Set maximum speeds (mm/min)) M906 X1800 Y1800 Z1000 E1000:1000:600 I30 ; Set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ;_______________________________________________________________________________________________________ ;##############################Limity pohybu######################################## M208 X0 Y0 Z0 S1 ; Set axis minima M208 X269 Y445 Z320 S0 ; Set axis maxima M564 H0 S0 ; Axis Limit H0 = allow movement of axes that have not been homed, S0 = allow movement outside boundaries ;________________________________________________________________________________________________________ ;####################################Endstops##################################### M574 X1 S1 P"xstop" ; X min active high endstop switch M574 Y2 S1 P"!ystop" ; Y max active high endstop switch M574 Z2 S1 P"!exp.e3stop" ; Z max active high endstop switch M591 D0 P1 C"e0stop" S1 ; Extruder 0 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring M591 D1 P1 C"e1stop" S1 ; Extruder 1 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring M591 D2 P1 C"zstop" S1 ; Extruder 2 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring ;_________________________________________________________________________________ ############Hotend/Bed Heater################## .... ...... ;##########################BLTouch############################ M558 P9 C"^zprobe.in" F200 H5 R0.5 T6000 A5 S0.03 B1 ; Defien Probe - P-BLTouch, C-pin name&pin status, F-Probing speed mm/min, H-Dive height (mm), R-0,2 sec pause after probe, T-100mm/s move betwen probe points, A-Probe 5x or until 2 similar, B1-turn off heaters M950 S6 C"!exp.heater6" ; create servo/gpio 0 on heater 6 pin on expansion connector G31 P80 X20.0 Y3.0 Z1.685 ; Offset BLTouch od tiskove hlavy, P-Citlivost mereni .. M557 X21:245 Y5:395 P4:5Am I missing something?
Thank you, -
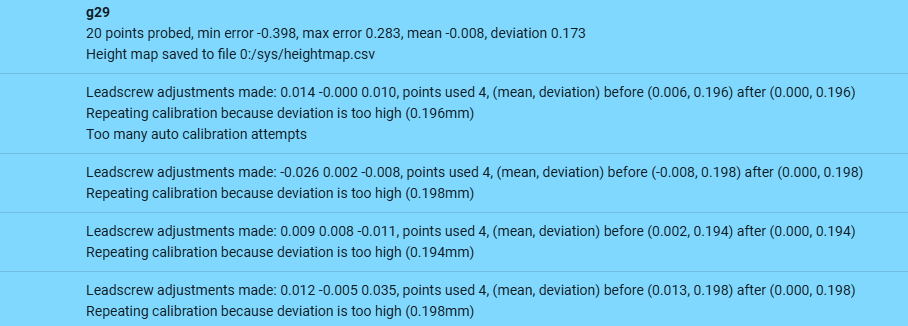
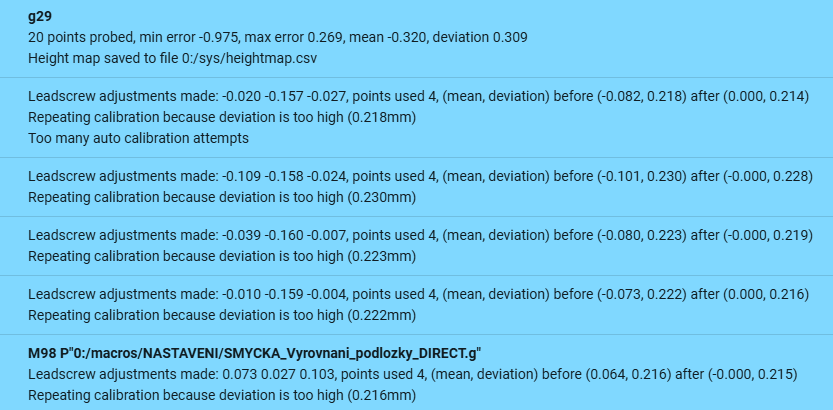
@cichaczech you say that the rear motor is adjusted by a larger amount using RRF 3.6; however I see this for all 3 leadscrews. This is because the magnitude of the initial mean value is much greater in the data you post for 3.6rc1, i.e. 0.073 to 0.191mm (ignoring the first adjustment), compared to 0.002 to 0.008mm with 3.5.4.
Are you definitely using the same config.g file and bed.g file in both cases?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Yes, first I did 3.5.4 -> 5x auto adjust and than G29. immediately after I upload 3.6.0 and run same 5x auto adjust and than G29. I am using same printer, Duet2, config and all gcodes in both examples.
-
@cichaczech please can you run levelling with 3.6.0-rc.1 again and this time observe the leadscrews to check whether they actually move when they are supposed to make the corrections. Also please try firmware 3.6.0-rc.1+3 available at https://www.dropbox.com/scl/fo/geqmn8gbn97n6b587mkbk/AJ2hBIqO-L57_QpR_uqHJ9c?rlkey=fw37wycbp2gil8rvxhe7aopy7&dl=0.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 leadscrews moves after last G30 P..... S command normaly in 3.6.0 RC1.
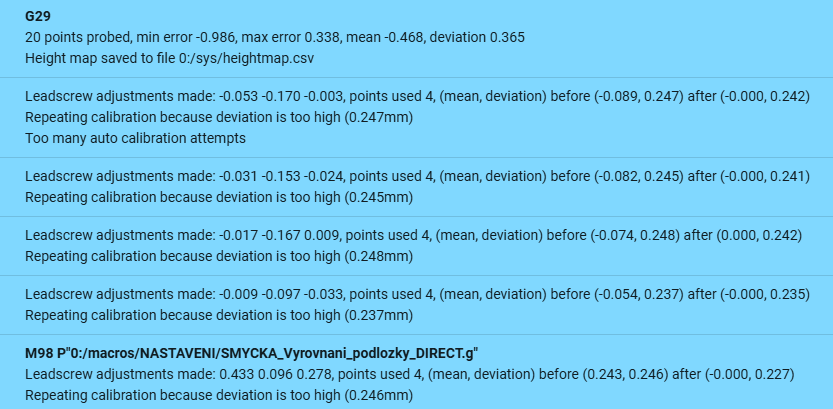
Here are my test first 3.6.0 RC1:
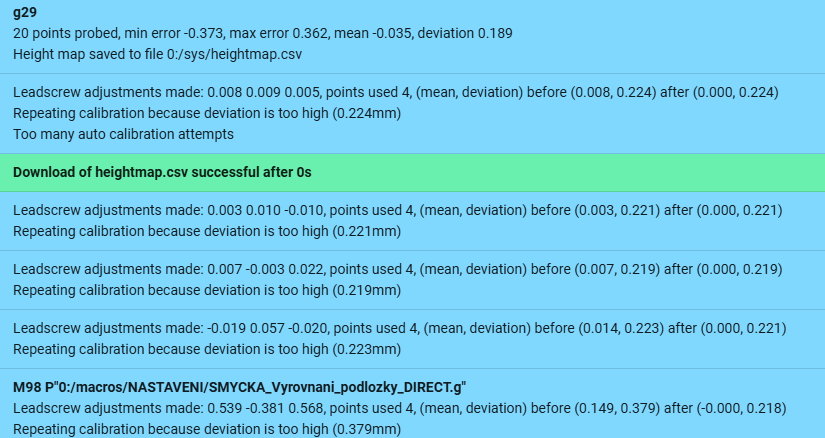
then I run 3.5.4 just to test it again:
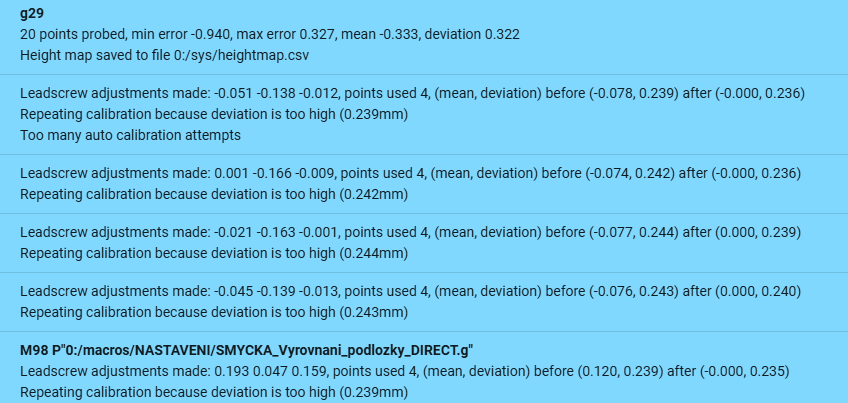
and then 3.6.0RC1+3:
same printer, gcodes and same conditions - bed 70C hotend 230C.
-
@cichaczech please can you add a G4 S1 command after the G30 command with S parameter and see if it makes any difference. Unfortunately I don't have a machine with multiple Z leadscrews to test this on.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 still the same with G4 S1 after last G30. I have another printer with 3x Z motors and bed 240x240mm, but it still printing. I will post update when it finishes.
-
@dc42 so on 2nd printer both firmwares (3.5.4 and 3.6.0 RC1+3) works same, 3.6. mayby bit better. I suspect some problem with Duet2 board on 1st printer. Tomorow I will try flash it with BOSSA.
Sorry for bothering you whole week.
-
@cichaczech do both printers use Duet 2 ?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 yes and same configuration. One is just bigger and one smaller. I remember that one time I had some problems with Duet 2 in bigger printer and flash FW with bossa helped me. (I completly forgot abou it)
Update:
No change after BOSSA. Bed is still drifting away.May there be problem with Bltouch? I do not know.
-
@cichaczech said in [3.6.0 RC1] MultiMotor Z bed leveling:
May there be problem with Bltouch? I do not know.
One way to check that would be to switch to probe type 0 (M558 P0) to use manual probing where you get prompted to jog the nozzle down to touch the bed. This would isolate any bltouch issues.