Hello,
I have problem with auto bed levelig with 3 independent motors in FW 3.6.0. In version 3.5.4 it worked well, but with new FW rear motor keeps moving away from ideal plane with every auto leveling pass.
M561 ; Vymaz predchozi zakriveni podlozky
G28 X Y ; Home X Y axis
G0 X115 Y215 ;
G30 ;
G4 S1 ;
G30 P0 X20 Y400 Z-99999 ; Zjisti vysku Leveho Zadniho rohu
G30 P1 X245 Y400 Z-99999 ; Zjisti vysku Praveho Zadniho rohu
G30 P2 X245 Y5 Z-99999 ; Zjisti vysku Praveho Predniho rohu
G30 P3 X20 Y5 Z-99999 S3 ; Zjisti vysku Leveho Predniho rohu a vyrovnej podlozku
G29 ; Zmer zakriveni podlozky
in 3.5.4 :
heightmap(3.5.4).csv
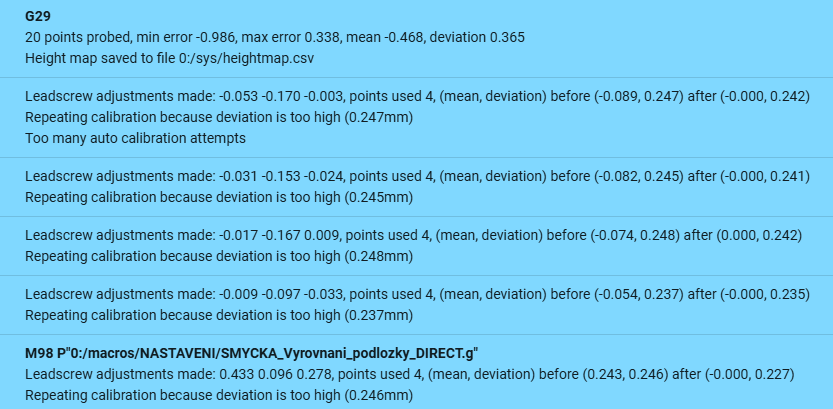
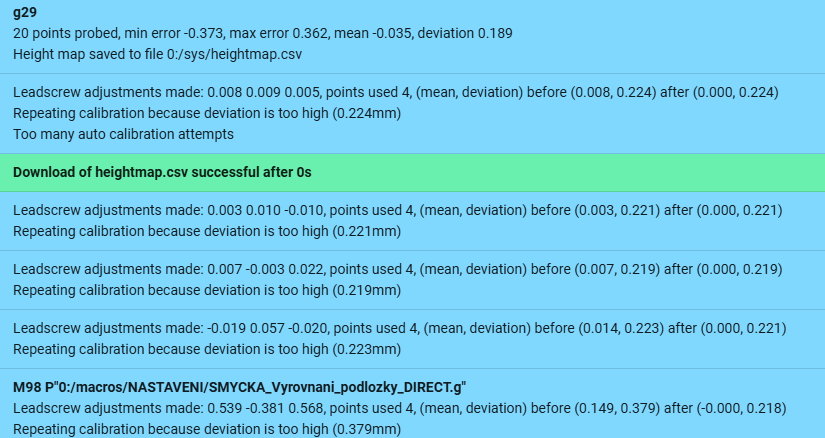
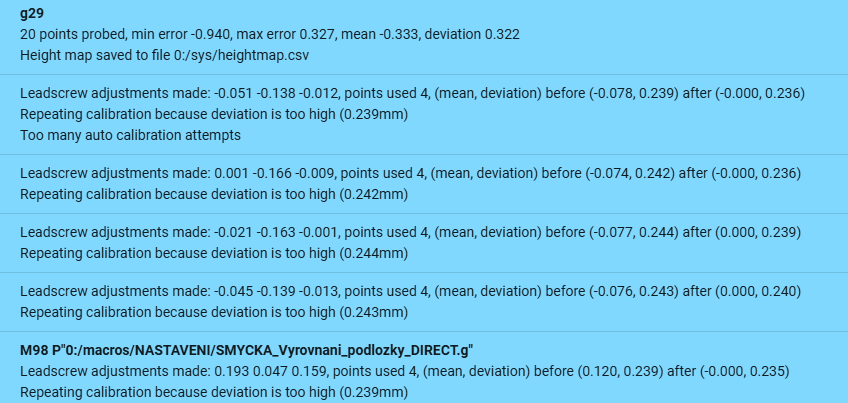
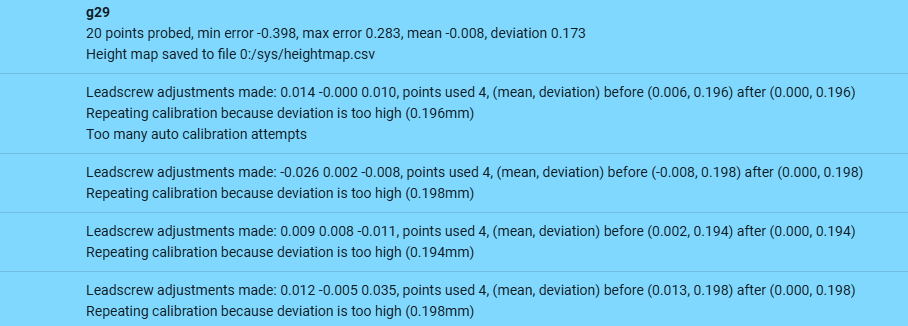
in 3.6.0 RC1
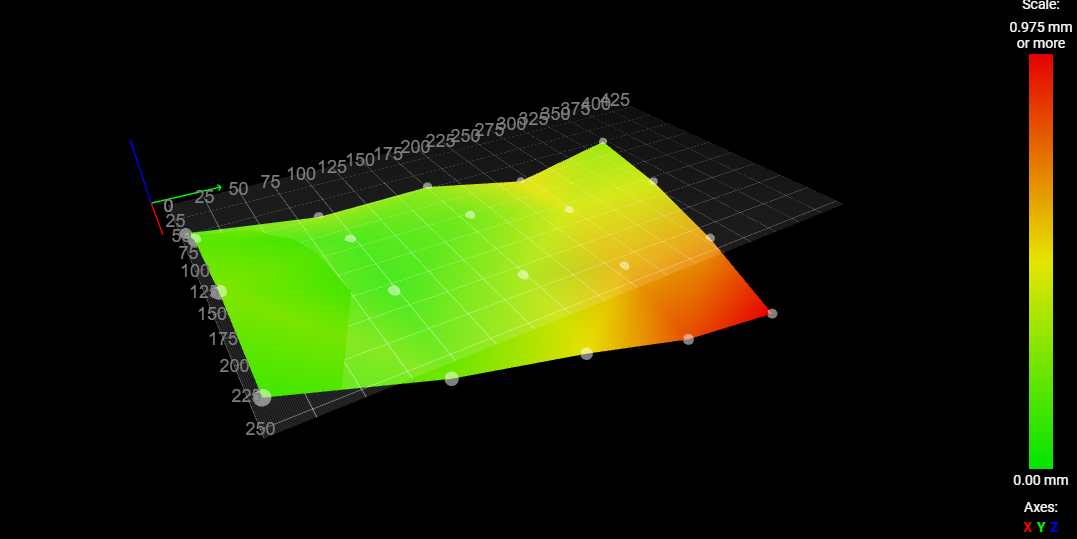
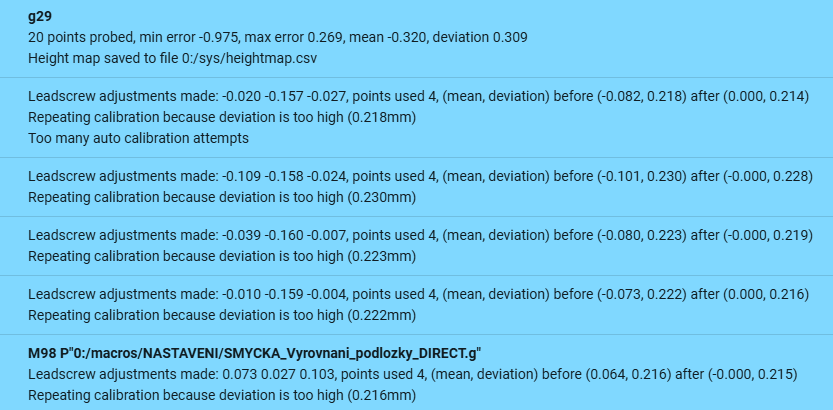
heightmap(3.6RC1+2).csv
EDIT-
Config:
;########################### Komunikace #####################################
M552 S1 ; Aktivuj Wifi modul, pripoj se na znamou Wifi
M586 P1 S1 ; Enable FTP
M575 P1 B57600 S0 ; Nastav seriovy port Baud 57600, no checksum
;_________________________________________________________________________
;####################################General preferences##########################################
M669 K1 ; Select CoreXY mode
M550 P"CichyCore" ; Nastev jméno tiskarny
;M929 P"log.txt" S1 ; Start logging informations
;__________________________________________________________________________________________________
;###################################Drives##########################################################
M584 X0 Y1 Z5:6:7 E3:4:2 ; Set Divers mapping Z-Front Left:Rear Center:Front Right, E-Left, Right, Head
M569 P0 S1 ; Physical drive 0 goes forwards
M569 P1 S1 ; Physical drive 1 goes forwards
M569 P2 S0 ; Physical drive 2 goes backwards
M569 P3 S0 ; Physical drive 3 goes backwards
M569 P4 S0 ; Physical drive 4 goes forwards
M569 P5 S0 ; Physical drive 5 goes forwards
M569 P6 S0 ; Physical drive 6 goes forwards
M569 P7 S0 ; Physical drive 7 goes forwards
M451 ; Nastav FFF Mod
M671 X-68.8:131.2:331.2 Y-55.0:540.0:-55.0 S5 ; leadscrews at Front left, Rear center and Front right
M593 P"ei3" F54 S0.05 ; Input Shaping
M350 X16 Y16 Z16 E16:16:16 I1 ; Configure microstepping with interpolation
M92 X100.000 Y100.000 Z3200.000 E96.55:96.55:96.55 ; Set steps per mm (16) [E=(microstep)*200/(pi*gear_dia)]
M350 E64:64:64 I0 ; Set extruders microstepping to 64 no interpolation
M566 X900 Y900 Z100 E2000.00:2000.00:2000.00 ; Set maximum instantaneous speed changes (mm/min)
M201 X10000 Y10000 Z120 E15000:9000:15000 ; Set accelerations (mm/s^2)
M203 X30000 Y30000 Z280 E30000:30000:30000 ; Set maximum speeds (mm/min))
M906 X1800 Y1800 Z1000 E1000:1000:600 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
M556 S1 X0.0044693 Y0.0013474 Z0.0051741 ; Orthogonal axis compensation with M556
M579 X1.003827 Y1.003116 Z0.998213 ; Scale compensation
;_______________________________________________________________________________________________________
;##############################Limity pohybu########################################
M208 X0 Y0 Z0 S1 ; Set axis minima
M208 X269 Y445 Z320 S0 ; Set axis maxima
M564 H0 S0 ; Axis Limit H0 = allow movement of axes that have not been homed, S0 = allow movement outside boundaries
;________________________________________________________________________________________________________
;####################################Endstops#####################################
M574 X1 S1 P"xstop" ; X min active high endstop switch
M574 Y2 S1 P"!ystop" ; Y max active high endstop switch
M574 Z2 S1 P"!exp.e3stop" ; Z max active high endstop switch
M591 D0 P1 C"e0stop" S1 ; Extruder 0 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring
M591 D1 P1 C"e1stop" S1 ; Extruder 1 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring
M591 D2 P1 C"zstop" S1 ; Extruder 2 Filament sensor, D- Drive, P-type of probe, C-pin name, S- filament monitoring
;_________________________________________________________________________________
;################################## Vstup/Výstupy - výhrev/PWM ##############################
M950 F2 C"FAN2" ;ventilator chlazeni Z Driveru a Elektroniky
M106 P2 S0 ;Vypni chladici ventilatory
############Hotend/Bed Heater################## ....
......
;##########################BLTouch############################
M558 P9 C"^zprobe.in" F200 H5 R0.5 T6000 A5 S0.03 B1 ; Defien Probe - P-BLTouch, C-pin name&pin status, F-Probing speed mm/min, H-Dive height (mm), R-0,2 sec pause after probe, T-100mm/s move betwen probe points, A-Probe 5x or until 2 similar, B1-turn off heaters
M950 S6 C"!exp.heater6" ; create servo/gpio 0 on heater 6 pin on expansion connector
G31 P80 X20.0 Y3.0 Z1.685 ; Offset BLTouch od tiskove hlavy, P-Citlivost mereni
..
M557 X21:245 Y5:395 P4:5
Am I missing something?
Thank you,