Calibrating extrusion & retraction
-
Just got my Duet Wifi a few days ago. I printed a few parts, but with some minor problems.
I noticed that after a retract it is not extruding enough plastic, to fix that I increased the "Extra restart distance" in Simplify3D, and it kind of fixed the problem.
Then I noticed the infill was not extruding enough, but the perimeters and solid layers were OK, so I don't know what to do about that...
I printed a test cube with one perimeter, no top/bottom layers, and no infill. After a retract (on layer change) it prints ok for a bit, but then are holes in the wall, then it's fine after that.
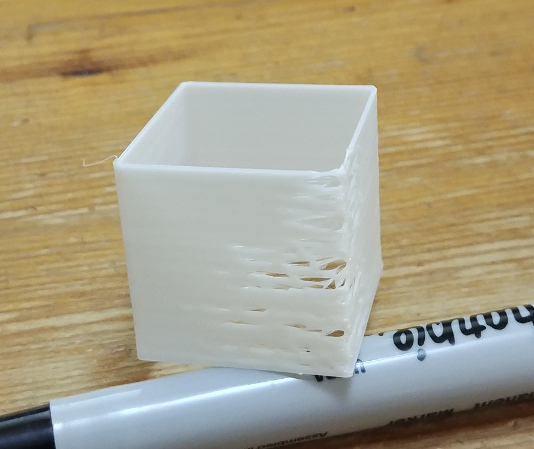
Retraction happened on the left corner.
I changed a few settings in Simplify3D, and in config.g but I can only delay the problem / gaps; Drives
M584 X7 Y5:6 Z8:9 E0:1:2:3:4
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
M569 P5 S0 ; Drive 5 goes forwards
M569 P6 S0 ; Drive 6 goes forwards
M569 P7 S0 ; Drive 7 goes forwards
M569 P8 S1 ; Drive 8 goes forwards
M569 P9 S1 ; Drive 9 goes forwards
M350 X16 Y16:16 Z16:16 E16 I1 ; Configure microstepping with interpolation
M92 X160 Y160:160 Z800:800 E203:203:203:203:203 ; Set steps per mm
M566 X900 Y900:900 Z30:30 E2000 ; Set maximum instantaneous speed changes (mm/min)
M203 X40000 Y40000:40000 Z3000:3000 E10000 ; Set maximum speeds (mm/min)
M201 X1000 Y1000:1000 Z100:100 E1000 ; Set accelerations (mm/s^2)
M906 X1500 Y1500:1500 Z1000:1000 E1500 I50 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
M572 D0 S0.1 ; pressure advanceI tried changing the M566, M203, M201 but I did not notice any significant difference.
Here's the problem with the infill:
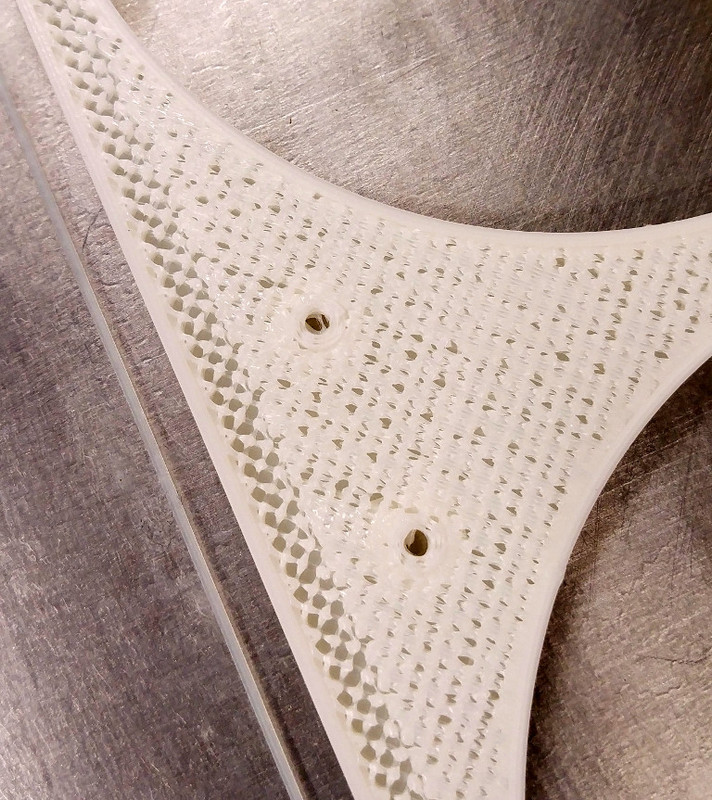
After 2 to 3 layers of solid layers it starts to look much better, when the print is done it does not look like anything is wrong") but it doesn't mean I don't want to fix the problem, lol
but it doesn't mean I don't want to fix the problem, lolI don't even know where to start on fixing these problems
I had Smoothieboard before, and I did not have these problems, that's why fixing the issue in Simplify3D did not make sense to me since I thought I had the settings "dialed up" for the extruder I am using. My extruder is MK8 All-metal 1.75mm Bowden.
-
I would check for nozzle blockages. Do a few cold pulls to see if there is some residue.
Is the filament old? Do you have other filament to test with? Is it PLA? I had some filament recently that used to print nicely, but recently started to behave very poorly. After trying lots of different settings I figured maybe it had taken on some moisture even though it was stored in a sealed bag with a desiccant pack. 3 hours in a convection oven at the lowest temp and now it prints as good as it used to.
Double check your esteps calibration.
Check your infill settings in the slicer, has the extrusion width changed? Is the speed higher?
Some filament doesn't seem to work well with rectilinear infill, and grid infill may work a lot better. I've found this to be the case for PETG anyway. It may help to do infill every other layer so that it doesn't break apart into pillars as shown in your photos.
Is the cooling fan on too much for the infill causing it to contract?
-
I figured out the problem.
I have 5 swappable hotend blocks with different nozzles or dual or triple color. In short, I plugged in one that had a 0.8 mm nozzle, and I had in my mind that I plugged the one with the 0.4 mm nozzle.Thanks for the help though. I was sure it was a wrong setting somewhere, LOL
-
I'm surprised it printed even that well with such a dribble.
-
@cvmichael said in Calibrating extrusion & retraction:
I figured out the problem.
I have 5 swappable hotend blocks with different nozzles or dual or triple color. In short, I plugged in one that had a 0.8 mm nozzle, and I had in my mind that I plugged the one with the 0.4 mm nozzle.Thanks for the help though. I was sure it was a wrong setting somewhere, LOL
I've done the equivalent... Cura defaults to 3MM (really 2.something) when you set up a custom printer. I've missed resetting it to 1.75. Several times... as soon as I see that really under-extruded print, I know what to change.