I tried nothing and my M550 printer name, but neither worked
Latest posts made by ShadowRam
-
RE: Log into Web Interface with Password?posted in Duet Web Control
-
RE: Log into Web Interface with Password?posted in Duet Web Control
Yeah, but what would the user be in this case?
-
Log into Web Interface with Password?posted in Duet Web Control
Is there a way I can put my pw into the URL to connect to my Duet 2?
That way at least on my main PC I can create a shortcut/favorite, where I don't have to enter in my password every time?
What would the IP address + pw format look like?
Thanks,
-
M117 is spamming the web interfaceposted in Duet Web Control
I'm using PrusaSlicer,
I want to pause the print at a layer so I can manually do a color change.
After troubleshooting for over an hour, I found out my 3.2Beta3 had a M226 issue,
So now I'm using 3.2Beta4The M226 command now properly runs my pause.g command,
But my the M117 command that Prusaslicer automatically bakes into my GCODE is just spamming the web interface like crazy. It won't stop, even after I resume the print, there's all these blue message pop spam,
And all the message spamming makes the web interface ignore some of my mouse clicks to extrude/resume/etc.
Here's an example,
G1 X273.205 Y115.030 E144.84155
G1 X273.520 Y114.311 E144.87830
G1 X273.712 Y114.007 E144.89516
;Z:1.55
;HEIGHT:0.25
G1 Z1.610 F12000.000
;PAUSE_PRINT
M117 "System is Paused"
M226
G1 X260.156 Y113.628
;TYPE:Perimeter
G1 F3064
G1 X278.764 Y113.628 E145.76703
G1 X278.764 Y132.235 E146.63891
G1 X260.156 Y132.235 E147.51078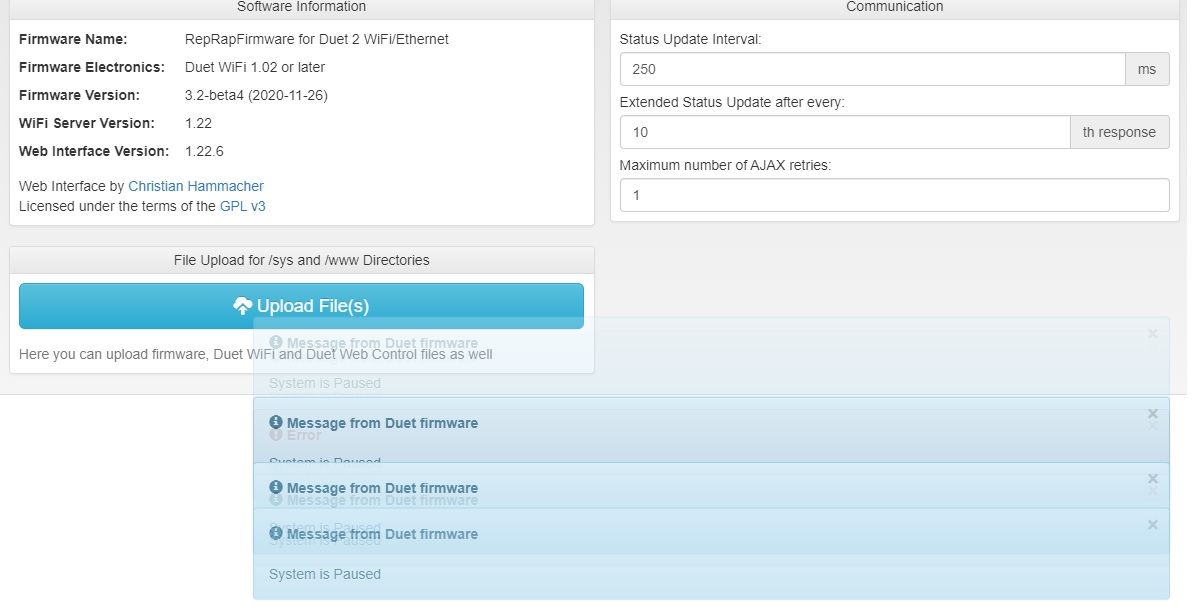
-
RE: Homing Axes - Timeout (insufficient axes homed)posted in Duet Hardware and wiring
That makes sense,
Thanks for pointing that out,
Cheers,
-
RE: Homing Axes - Timeout (insufficient axes homed)posted in Duet Hardware and wiring
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 X-305 Y305 F1200 ; move quickly to X or Y endstop and stop there (first pass)
G1 S1 X-305 ; home X axis
G1 S1 Y305 ; home Y axis
G1 X5 Y-5 F6000 ; go back a few mm
G1 S1 X-305 F300 ; move slowly to X axis endstop once more (second pass)
G1 S1 Y305 ; then move slowly to Y axis endstopAre you saying I need to increase the 305 value to a larger distance?
-
Homing Axes - Timeout (insufficient axes homed)posted in Duet Hardware and wiring
I have a larger COREXY setup.
Sometimes it takes a while for the axis to home.
I've noticed, if my printer isn't already close to the home positions, there's some kind of timeout function that triggers and the homing fails.Where can I find the command to increase or disable this timer?
Thanks,