Blobs/dips where print head makes travel move
-
Hi all,
I am in the process of tuning my new set up. I've been using the calibration cube 20x20x20 as a start. Recently I set up my xyz steps and e steps and my cube comes out dimensionally accurate and most of the cube looks decent.
However, when looking closer at the print and comparing it to my PE Slic3r preview, I notice some things. Namely, there are noticeable dips/small blobs / imperfections that coincide exactly where the slicer is showing travel moves that appear to quickly change direction.
I have attached a few photos for reference. In the background you can see the slicer output. I toggled the external perimeters off so that you can more clearly see the blue lines that indicate "travel" moves. On the print you can see those locations have these little dips and blobs.
What should I be looking at to reduce this effect and have a crisper print in these areas?
Thank you!


-
Have you already calibrated pressure advance?
https://duet3d.dozuki.com/Wiki/Pressure_advance -
Have not tried that yet, will give that a go! I was also thinking about retraction settings? I'm already at 2mm (direct drive) but didn't want to go more than that and risk clogging up the extruder.
-
the other thing you can do is make the moves change as fast as possible
increasing acceleration will help here. -
Before trying pressure advance, I upped my acceleration values... XY was previously at 500m/s^2 ... I found some info online that the flash forge variant of this printer is normally at 1000m/s^2 so I gave that a shot. Cube looks even nicer now, thanks! Next I'll try the pressure advance to see if it will help with the overall edges a bit.



-
Although my cubes are looking better... my Benchy consistently doesn't look like it is improving much... anyone with any ideas?

-
What does the filament path between the spool and the extruder and hotend look like?
The benchy on the left has some diagonal lines which look like under extrusion maybe due to excess tension on the filament path.
-
@Phaedrux Filament path is very much not restricted.
I lowered my print temps another 5 degrees and there is some improvement. I have another Benchy with a few mins left on the print, I will post that shortly.
I think a lot of my problems are still fine tuning with the combination of temperature and over extrusion on changes in direction. As I mentioned before my retraction is 2mm but I feel like my settings for my extruder accel/jerk are perhaps limiting how fast it can respond and pull back the filament before it oozes? Does that make sense?
Here are those values:
M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z20.00 E250.00 ; set accelerations (mm/s^2)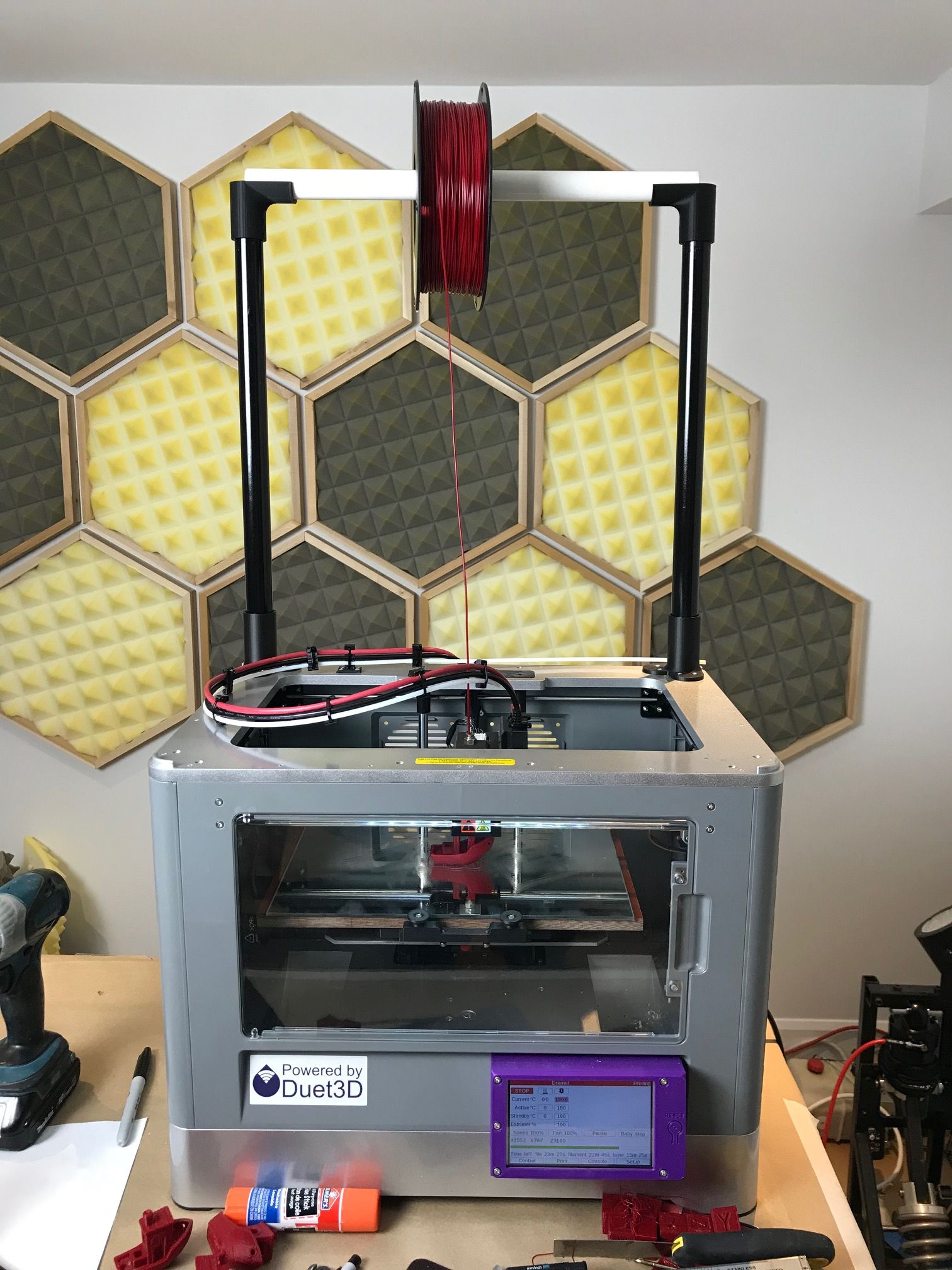
-
@doublec4 said in Blobs/dips where print head makes travel move:
but I feel like my settings for my extruder accel/jerk are perhaps limiting how fast it can respond and pull back the filament before it oozes? Does that make sense?
Here are those values:
M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z20.00 E250.00 ; set accelerations (mm/s^2)Yes that makes a lot of sense. Your Z axis is also really slow which can add to blobbing on layer changes.
Try these values
M201 Z200 E3000
M203 Z600 E6000
M566 Z60 E3000 -
@Phaedrux said in Blobs/dips where print head makes travel move:
@doublec4 said in Blobs/dips where print head makes travel move:
but I feel like my settings for my extruder accel/jerk are perhaps limiting how fast it can respond and pull back the filament before it oozes? Does that make sense?
Here are those values:
M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z20.00 E250.00 ; set accelerations (mm/s^2)Yes that makes a lot of sense. Your Z axis is also really slow which can add to blobbing on layer changes.
Try these values
M201 Z200 E3000
M203 Z600 E6000
M566 Z60 E3000Increased the values and it appeared to help slightly but not much. When originally calibrating my E-steps I dialed them way back and it helped the quality of my cube print. On the benchy I still get the feeling that I am over extruding because of all of the blobs. I have a Benchy on right now, and mid print I just took the extrusion factor down to 90% and there is a very clear and astonishing improvement in print quality.
I'm going to take my E-steps down 90% in the config and try again... I think this is the biggest culprit.
-
Give this method a shot.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165