When start a print the z axis goes up indefinately after homing
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M558 P5 !C"^zprobe.in" H1 F1000 T6000 A20 S0.005
Remove that stray exclamation point.
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M98 P"current-sense-homing.g" ; Set the current and sensitivity for normal routine, per the macro
Can you post the contents of this macro?
-
@kickjaw said in When start a print the z axis goes up indefinately after homing:
M308 S1 P"e0_temp" Y"thermistor" A"Nozzle" T100000 B4725 R4700 ; Set thermistor + ADC parameters for heater 1 HotEnd
This is missing C7.06e-8
M308 S0 P"bed_temp" Y"thermistor" A"Build Plate" T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0 Bed
if this is a prusa bed then replace B4138 with B4725 C7.06e-8
-
Here is the contents. Currently I dont think I am using it.
; 0:/sys/current-sense-homing.g
; Set the current and sensitivity for homing, non-printing, routinesM915 X S0 F0 H400 R0 ; Set the X axis sensitivity.
M915 Y S2 F0 H400 R0 ; Set the Y axis sensitivity.
M913 X50 Y50 Z100 -
I have made all the above changes and it still goes up after homing.
-
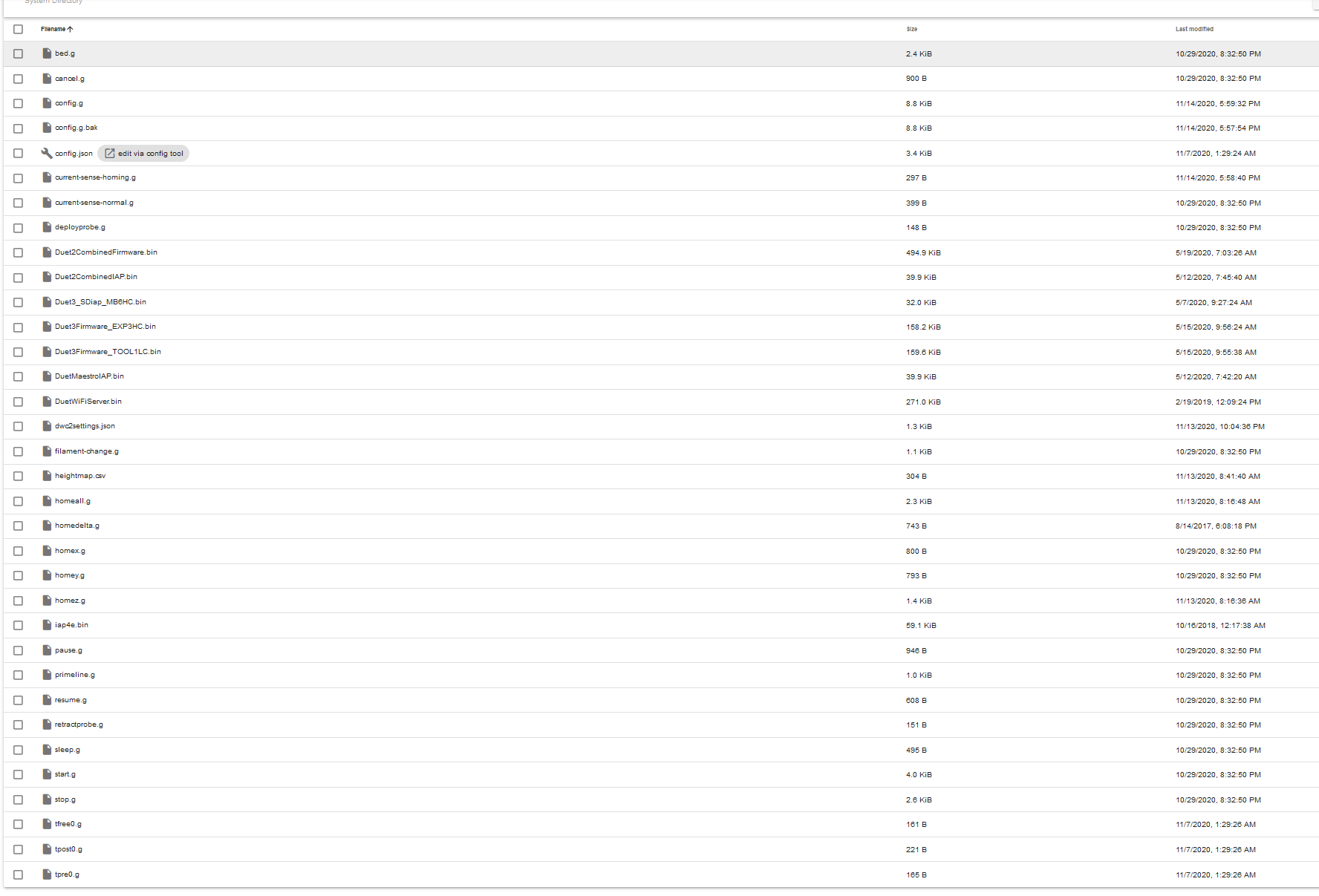
I don't see anything in there that would cause it to do that. Either I'm missing something or the gcode posted isn't actually the gcode being executed. Can you post a screen shot of your folder structure on the SD card? Sometimes files can get misplaced.
It's only when starting a print that it does this, correct? You can home manually and it will behave correctly, but as soon as you start a print it homes and then continues to go up?
Can you post a video?
Now that you've moved M584 to the right place can you send M98 P"config.g" again?
-
Hello,
Yes, its only when starting a print that it has this behavior. I can home everything normally. Also, it performs a home before in the gcode before it goes up the z axis.
Here is the M98
M98 P"config.g"
HTTP is enabled on port 80
FTP is enabled on port 21
TELNET is disabled
The other bit to look at that I just found that I had not seen before is this start.g file. I think the issue may reside in here.
Is the start.g necessary?; 0:/sys/start.g
; Executed before each print - BEFORE ANY SLICER CODE IS RAN
; This also loads the heightmap from the system's set filament type directory
; (0:/filaments/XXXX/heightmap.csv), if the heightmap does not exist, it will
; create one, and then save in the filament's directory. The HotMesh macro is
; a better choice to generate the heightmap as it performs a heat stabilization
; routine for ~5 minutes.M122 ; Clear diagnostic data to cleanly capture print evolution statistics.
T0 ; Ensure the tool is selected.
M280 P0 S160 ; BLTouch, alarm release.
G4 P100 ; BLTouch, delay for the release command.
M572 D0 S0.0 ; Clear pressure advance.
M220 S100 ; Set speed factor back to 100% in case it was changed.
M221 S100 ; Set extrusion factor back to 100% in case it was changed.
M290 R0 S0 ; Clear any baby-stepping.
M106 S0 ; Turn part cooling blower off if it is on.
M703 ; Execute loaded filament's config.g.
G28 ; Home all.;G1 Z5 X100 Y100 ; [PINDA] Place nozzle center of the bed, 5mm up.
G1 Z160 F300 ; [BLTouch] Last chance to check nozzle cleanliness.
M300 S4000 P100 G4 P200 M300 S4000 P100 ; Give a double beep.
M116 ; Wait for all temperatures.
M300 S4000 P100 ; Give a single beep.; [BLTouch] Start countdown - use Z as indicator
G91 ; [BLTouch] Set to Relative Positioning.
while iterations <=9 ; [BLTouch] Perform 10 passes.
G4 S12 ; [BLTouch] Wait 12 seconds.
G1 Z-15 F300 ; [BLTouch] Move Z 15mm down.
G90 ; [BLTouch] Set to Absolute Positioning.;G4 S120 ; [PINDA] wait an additional 2 minutes for the bed to stabilize.
G32 ; Level the gantry.
G29 S1 [P{"0:/filaments/" ^ move.extruders[0].filament ^ "/heightmap.csv"}] ; Load bed mesh for the system's set filament type.
if result > 1 ; If the file doesn't exist, perform mesh and save.
G29 ; Perform mesh now.
G29 S3 [P{"0:/filaments/" ^ move.extruders[0].filament ^ "/heightmap.csv"}] ; Save heightmap.csv to filament type's directory.M400 ; Finish all moves, clear the buffer.
G90 ; Absolute Positioning.
M83 ; Extruder relative mode.
M98 P"0:/sys/current-sense-normal.g" ; Ensure that motor currents and sense are set for printing.
G1 X0 Y0 F800 ; Final position before slicer's temp is reached and primeline is printed.
G1 Z2 F300 ; Final position before slicer's temp is reached and primeline is printed.; The primeline macro is executed by the slicer gcode to enable direct printing.
; of the primeline at the objects temp and to immediately print the object.
; following primeline completion.; Slicer generated gcode takes it away from here.
also here is the screen shot of the file system
-
From the start.g
G1 Z160 F300 ; [BLTouch] Last chance to check nozzle cleanliness.
So maybe instead of hitting the estoppel actually wait and see what happens.
-
ok, im the idiot. Thanks so much for the help. the issue was the start.g and me not letting it go all the way up in the z axis. I have a print running thank you all for the help.
-
I should have requested the start.g as well. It's just not used very often by many people. Usually if someone is using it, they know what's in it. In this case it's a received config set which I should have looked more closely at. Uploading the full sys folder would have been my next check.