Endstops not working during homeing but light up on board
-
When I try to home X or Y the machine will try to blow through the endstops like they aren't there. I can manually press them at idle and each one lights up correctly on the board. I'm also using a BLTouch for Z but haven't gotten that far because I can't home XY. I can test the BLTouch using deploy and retract gcode but I'm sure I'll have issues with Z when I get there.
I'm fairly certain I did something wrong in the reprap config. I don't know if the end stop is high or low? Is there a wiki for that thing?
generated by RepRapFirmware Configuration Tool v3.2.3 on Thu Feb 25 2021 21:49:35 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X315 Y315 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X-5 Y-5 F6000 ; go back a few mm
G1 H1 X315 Y315 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X15 Y15 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningcalled to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Thu Feb 25 2021 21:49:35 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X315 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X-5 F6000 ; go back a few mm
G1 H1 X315 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioningcalled to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Thu Feb 25 2021 21:49:35 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y315 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y-5 F6000 ; go back a few mm
G1 H1 Y315 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioningcalled to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Thu Feb 25 2021 21:49:35 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X15 Y15 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioninggenerated by RepRapFirmware Configuration Tool v3.2.3 on Thu Feb 25 2021 21:49:35 GMT-0500 (Eastern Standard Time)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer3" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X310 Y310 Z180 S0 ; set axis maxima; Endstops
M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop
M574 Z2 S2 ; configure Z-probe endstop for high end on Z; Z-Probe
M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch
M558 P9 C"^zprobe.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X15:215 Y15:195 S20 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M575 P1 S1 B57600 ; enable support for PanelDue -
Hi,
Did you verify that each endstop sensor is connected to the correct connection for it's intended axis?
When homing does each axis move towards it's associated endstop sensor?
Frederick
-
@fcwilt said in Endstops not working during homeing but light up on board:
Hi,
Did you verify that each endstop sensor is connected to the correct connection for it's intended axis?
When homing does each axis move towards it's associated endstop sensor?
Frederick
Yes, I can press each endstop and verify it by LED on the duet. When I home all everything Moves in correct direction and tries to continue moving before I hit stop. If I choose an individual X or X the Z bed will move slightly, like the code suggests, but then nothing else seems to happen.
-
@resh post info of board and firmware version pls
-
Sorry, thought it was in code above. Duet 2 WiFi on latest firmware.
-
@resh said in Endstops not working during homeing but light up on board:
Yes, I can press each endstop and verify it by LED on the duet. When I home all everything Moves in correct direction and tries to continue moving before I hit stop. If I choose an individual X or X the Z bed will move slightly, like the code suggests, but then nothing else seems to happen.
Did you verify that each axis is actually pressing the endstop sensor the way you are when you do it manually?
Frederick
-
@resh can you do following:
home any one axis. Manually light up respective endstop and see if axis actually stops immediately (Don't wait for it to reach to endstop).If it doesn't stop then manually light up endstops of other axes and see if it stops .If so you have configured them wrongly. But if it doesn't stop at all then there might be wiring issue I guess.
-
I appreciate the responses. The axis are physically touching the switches correctly. I've done a bit more reading on here and determined my endstops are makerbot. I verified wiring of those and setup on config. I'm taking it one axis at a time for now. When I home the X, the Z moves down and X moves about 5-10mm towards the endstop and just stops. It doesn't go all the way to it and trigger. It's definitely not doing the G code for call to home X.
In reprap config generator what is X minimum and Maximum? I know my bed size and can calculate travel. I feel like I've done this correctly if it homes in the correct direction? Also, what is Endstop location, Low or High end? New config below. Thank you for your patience.
called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Feb 26 2021 10:46:02 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X315 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X-5 F6000 ; go back a few mm
G1 H1 X315 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioningGeneral preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E420.00 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X310 Y310 Z180 S0 ; set axis maxima; Endstops
M574 X2 S1 P"!xstop" ; configure active-high endstop for high end on X via pin !xstop
M574 Y2 S1 P"!ystop" ; configure active-high endstop for high end on Y via pin !ystop
M574 Z2 S2 ; configure Z-probe endstop for high end on Z; Z-Probe
M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch
M558 P9 C"^zprobe.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X15:215 Y15:195 S20 ; define mesh grid -
@resh said in Endstops not working during homeing but light up on board:
Duet 2 WiFi on latest firmware.
are you sure? please post the output of m115
-
@Veti Maybe I'm reading this wrong?
IRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.2.2 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2021-02-11
-
no just making sure. some people just upload 3.2 without going over 3.0 and assume the firmware update took, when in fact it failed.
-
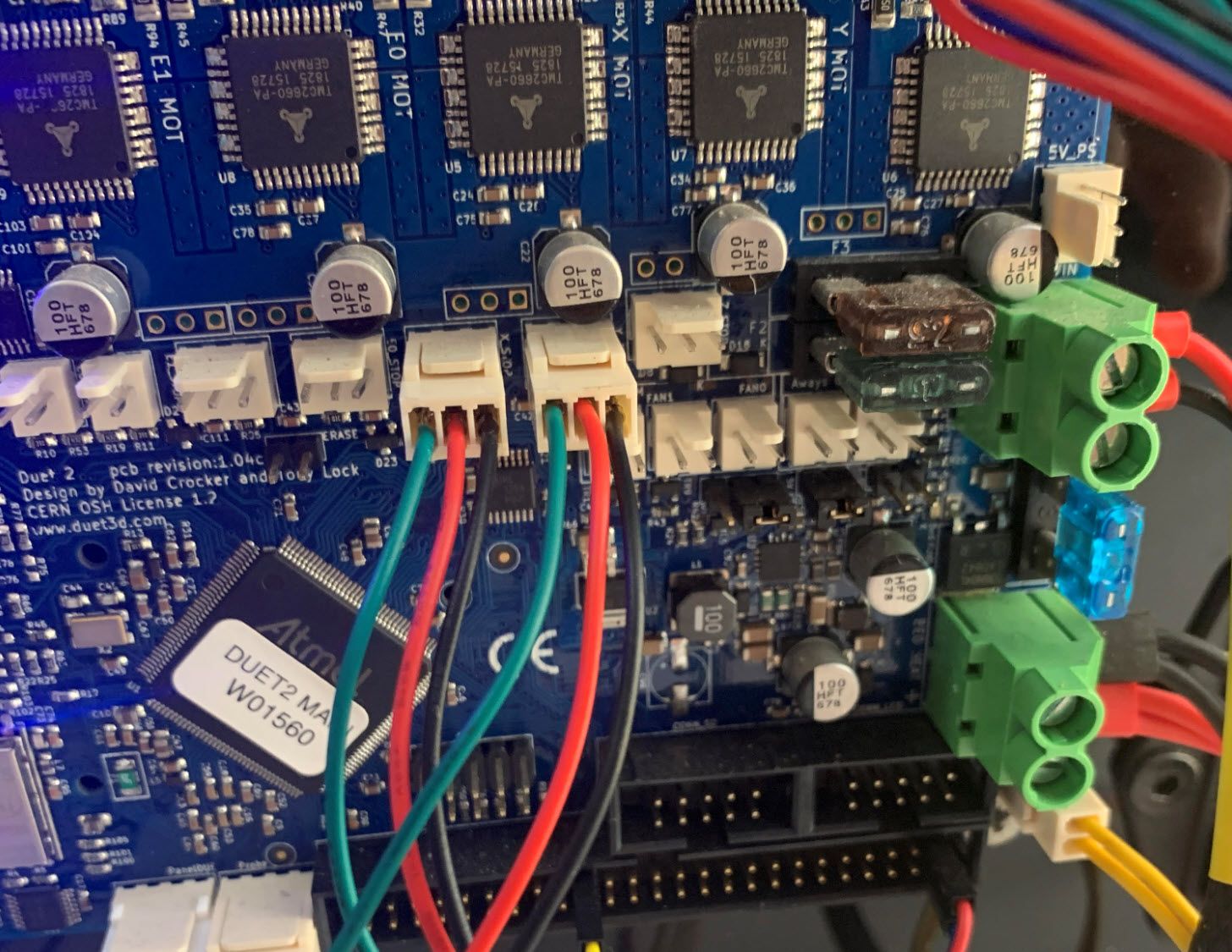
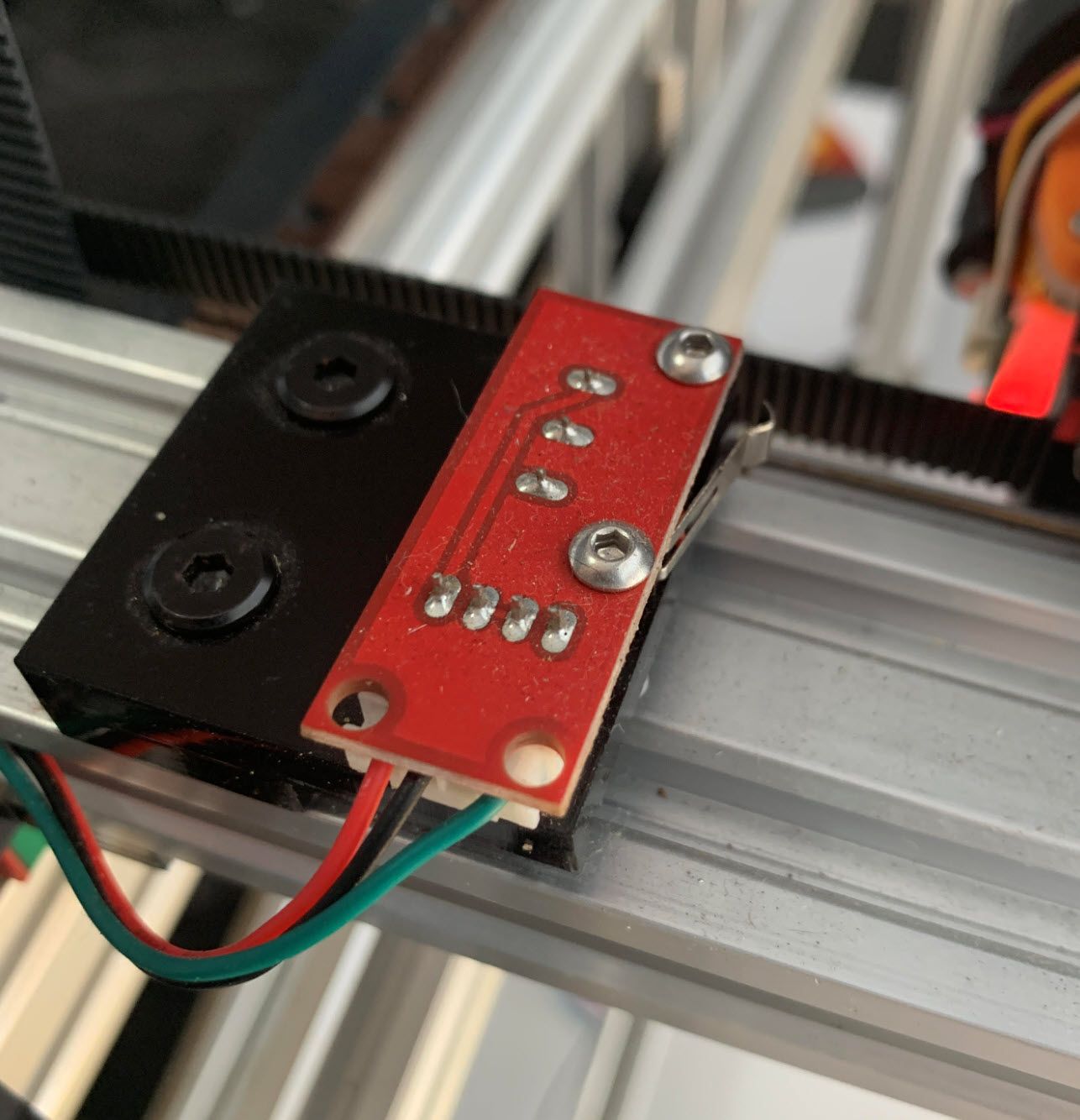
can you post a picture of the wiring on the endstop and on the board?
-
@resh said in Endstops not working during homeing but light up on board:
I appreciate the responses. The axis are physically touching the switches correctly. I've done a bit more reading on here and determined my endstops are makerbot. I verified wiring of those and setup on config. I'm taking it one axis at a time for now. When I home the X, the Z moves down and X moves about 5-10mm towards the endstop and just stops. It doesn't go all the way to it and trigger. It's definitely not doing the G code for call to home X.
If you look at the homing code for the X axis there are 3 X axis moves:
G1 H1 X315 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X-5 F6000 ; go back a few mm G1 H1 X315 F360 ; move slowly to X axis endstop once more (second pass)If the endstop was already triggered for some reason the two G1 H1 moves would not happen because they stop when the endstop triggers. You would only see the G1 H2 move but that should be away from the endstop.
If you are only seeing the G1 H2 move but it is towards the endstop you have two problems:
- the firmware is seeing the endstops as triggered at the start of the homing process
- the movement is in the wrong direction
Try changing...
M574 X2 S1 P"xstop"
...to...
M574 X2 S1 P"!xstop"In reprap config generator what is X minimum and Maximum? I know my bed size and can calculate travel. I feel like I've done this correctly if it homes in the correct direction? Also, what is Endstop location, Low or High end? New config below. Thank you for your patience.
Lets assume the printable area of the bed is 200 x 200. In the simplest case X min = 0 and X max = 200. You can also chose to have X = 0 be at the center of the axis in which case X min = -100 and X max = +100.
For an endstop the low end is at or near the X min end, the high end is at/near X max.
Frederick
-
my config was already M574 X2 S1 P"!xstop. I took out the ! and tried it but it gave the exact same results. There are no leads cut on the endstops and they test correctly by manually pushing them. I have some more of these endstops I can throw on or I have no problem buying different ones if you guys think that will correct the issue.
-
do the endstops work with 3.3v? they are designed for 5V
-
Adding to this. The axis seem to be backwards as noted. After I home I can jog but -X on PanelDue goes right, X goes left. I can also only go as far left as the origin of the head was when I originally homed if that makes any sense.
-
There are other threads with these endstops so I'm only assuming they work.
I sent M119 and got 'Not Stopped' for all. Then I manually pressed X, sent M119 and got 'At max stop', same for Y. I guess this means it's functioning correctly? Something in the config then?
-
@resh said in Endstops not working during homeing but light up on board:
Then I manually pressed X, sent M119 and got 'At max stop', same for Y. I guess this means it's functioning correctly?
that means you swapped x and y cables just swap the connectors on the board.
-
@Veti I didn't explain that well. They reported back correctly. I held X and it reported 'at max stop' and Y,Z said 'not stopped'. When I did Y it said 'at max stop' and X,Z said 'not stopped'. Unless I'm missing something.
Also, why do I have a homedelta.g folder in my directory? I selected Cartesian during the reprap config.
-
you tested with your finger. can you test with the actual carriage if that also triggers the endstop?