home problem for duet wifi 1.04c firmware 3.4 beta2
-
yes Thank you
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Jun 30 2021 12:30:11 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z3 F6000 ; lift Z relative to current position
G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X20 Y15 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningM98 P"config.g"HTTP is enabled on port 80
FTP is disabled
TELNET is disabled
Error: Fan number 0 not found[3.4.0.b2] Issue with diagnostic (M122) information
-
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
randomly sometimes when I bring all the axes home the extruder does not put itself at the right distance x but everything remains at zero and goes to hit the edge of the heating plate
Can you describe for us more details about the problem?
Are you able to reproduce it?
What has happened immediately before the problem occurs? After a print?
Does it home correctly after a fresh power cycle?
Are you able to homeall repeatedly without issue?Can you post your other homing files incase they do something differently that homeall?
Do you use G32/bed.g? Is so, please post it.
If this happens after a print can you also post your slicer start and end gcode?
-
; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Jun 30 2021 12:30:10 GMT+0200 (Ora legale dell’Europa centrale)
M561 ; clear any bed transform
G29 S2; Clear bed height map
; Probe 4-point
M401 ; Deploy probe - deployprobe.g
G30 P0 X0 Y290 Z-9999 ; Front Right
G30 P1 X240 Y290 Z-9999 ; Front Left
G30 P2 X240 Y12 Z-9999 ; Center Rear
G30 P3 X0 Y12 Z-9999 S4 ; Center Rear
M402 ; Retract Probe - retractprobe.g
M300 S715 P1500
G4 P1500
G29 S1; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.3.0 on Sun Aug 08 2021 15:12:45 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-235 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X5 F6000 ; go back a few mm
G1 H1 X-235 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.3.0 on Sun Aug 08 2021 15:13:40 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-215 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y5 F6000 ; go back a few mm
G1 H1 Y-215 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Jun 30 2021 12:30:12 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z3 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X20 Y15 F6000 ; go to first probe point
G30 ; home Z by probing the bed; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioningI have tried several times even with a power cycle but the problem does not arise. the problem pops up randomly. consists that after launching home all axes, the extruder does not position itself in the right point of the plate but remains close to the limit switches and hits the plate.
script start
G28 X Y F4000 ; Home XY
G1 X150 Y150 F4000
G30 ; Probe again to get a more accurate positionM561 ; Clear any bed transform
G29 S1 ; carica mappa bed
G1 X30 Y12 Z10 F3000
G1 Z0 F500
G92 E0
G1 Z0.2 F400
G1 X60 Y12 F800
G1 X140 Y12 E60 F200script and
M300 S700 P2000
G4 P2800
M104 S0 T0; Spegnere estrusore
M104 S0 T1; Spegnere estrusore
M140 S0 ; Spegnere piatto
M106 S0 ; Object fan off
G1 E1 F200 ; Ritrae un poco di filamento
G1 X25 Y25 F3000
G90
G1 Z260 F400
M300 S726 P2800
G4 P2800
M300 S650 P2800
G4 P2800
M84
in simplify 3d 4.12 version -
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
script start
G28 X Y F4000 ; Home XY
G1 X150 Y150 F4000
G30 ; Probe again to get a more accurate positionYour start gcode is using a different XY location to set the Z height than your homeall and homez.
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
G1 X20 Y15 F6000 ; go to first probe point
G30 ; home Z by probing the bedI suggest you change your homeall and homez to use X150 Y150, and then change your start gcode to simply all G28 instead of G28 X Y and then manually probing the center of the bed.
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed Jun 30 2021 12:30:10 GMT+0200 (Ora legale dell’Europa centrale)
M561 ; clear any bed transform
G29 S2; Clear bed height map
; Probe 4-point
M401 ; Deploy probe - deployprobe.g
G30 P0 X0 Y290 Z-9999 ; Front Right
G30 P1 X240 Y290 Z-9999 ; Front Left
G30 P2 X240 Y12 Z-9999 ; Center Rear
G30 P3 X0 Y12 Z-9999 S4 ; Center Rear
M402 ; Retract Probe - retractprobe.g
M300 S715 P1500
G4 P1500
G29 S1Are you actually using G32 at any time? I would suggest you don't use it as it currently is. It's configured to use the old definied point correction, and then loading a saved heightmap on top of it. This would not have a positive effect.
Can you answer some of my previous questions?
-
I misunderstood g32 I only use it when leveling the heating plate and that's it
for holl all and home X home y home z it's okay I put the same coordinates
the other questions that I have not answered what are they? I thought I had more or less answered everything. sorry for the slowness but I don't speak English well.
-
@phaedrux said in home problem for duet wifi 1.04c firmware 3.4 beta2:
Can you describe for us more details about the problem?
Are you able to reproduce it?
What has happened immediately before the problem occurs? After a print?
Does it home correctly after a fresh power cycle?
Are you able to homeall repeatedly without issue?These questions.
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
if i don't use G32 how can i load the dish map?
You can simply send G29 S0 to perform a fresh mesh compensation heightmap creation, or use G29 S1 to load a saved heightmap.
In your slicer start gcode I would suggest simply
G28
G29 S1After changing your homing files you would want to recreate your heightmap fresh with G29 S0 since you've changed the location where Z0 is set.
-
OK, all right.
I try to answer the questions. the problem I have described to you
it occurs randomly, sometimes after turning on the printer and sometimes as soon as a print starts.
I can not make a video to show you because the problem does not always do, I should be in that moment that manifests itself.
the problem manifests itself like this:
when the machine performs the home all axis, it happens that the extruder after having made X, Y home does not move to the correct position at G1 X20 Y15 F6000; go to first bed probe point and home Zbut it remains at x = 0 and so it hits the heated bed
script start:
G28
G29 S1
G1 X30 Y12 Z10 F3000
G1 Z0 F500
G92 E0
G1 Z0.2 F400
G1 X60 Y12 F800
G1 X140 Y12 E60 F200 -
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
; homex.g
; called to home the X axis
;
; generated by RepRapFirmware Configuration Tool v3.3.0 on Sun Aug 08 2021 15:12:45 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-235 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X5 F6000 ; go back a few mm
G1 H1 X-235 F360 ; move slowly to X axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioning
; homey.g
; called to home the Y axis
;
; generated by RepRapFirmware Configuration Tool v3.3.0 on Sun Aug 08 2021 15:13:40 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 Y-215 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 H2 Y5 F6000 ; go back a few mm
G1 H1 Y-215 F360 ; move slowly to Y axis endstop once more (second pass)
G1 H2 Z-5 F6000 ; lower Z again
G90 ; absolute positioningPArt of the problem may be that the X Y distance you have set to move to the endstop is actually shorter than your axis length. It could be possible for it to never hit the endstop. So increase the length of the G1 H1 X and G1 H1 Y moves to be greater than your total axis length. Your homeall uses 305mm for instance.
@massimilianoconti said in home problem for duet wifi 1.04c firmware 3.4 beta2:
; Axis Limits
M208 X-20 Y5 Z0 S1 ; set axis minima
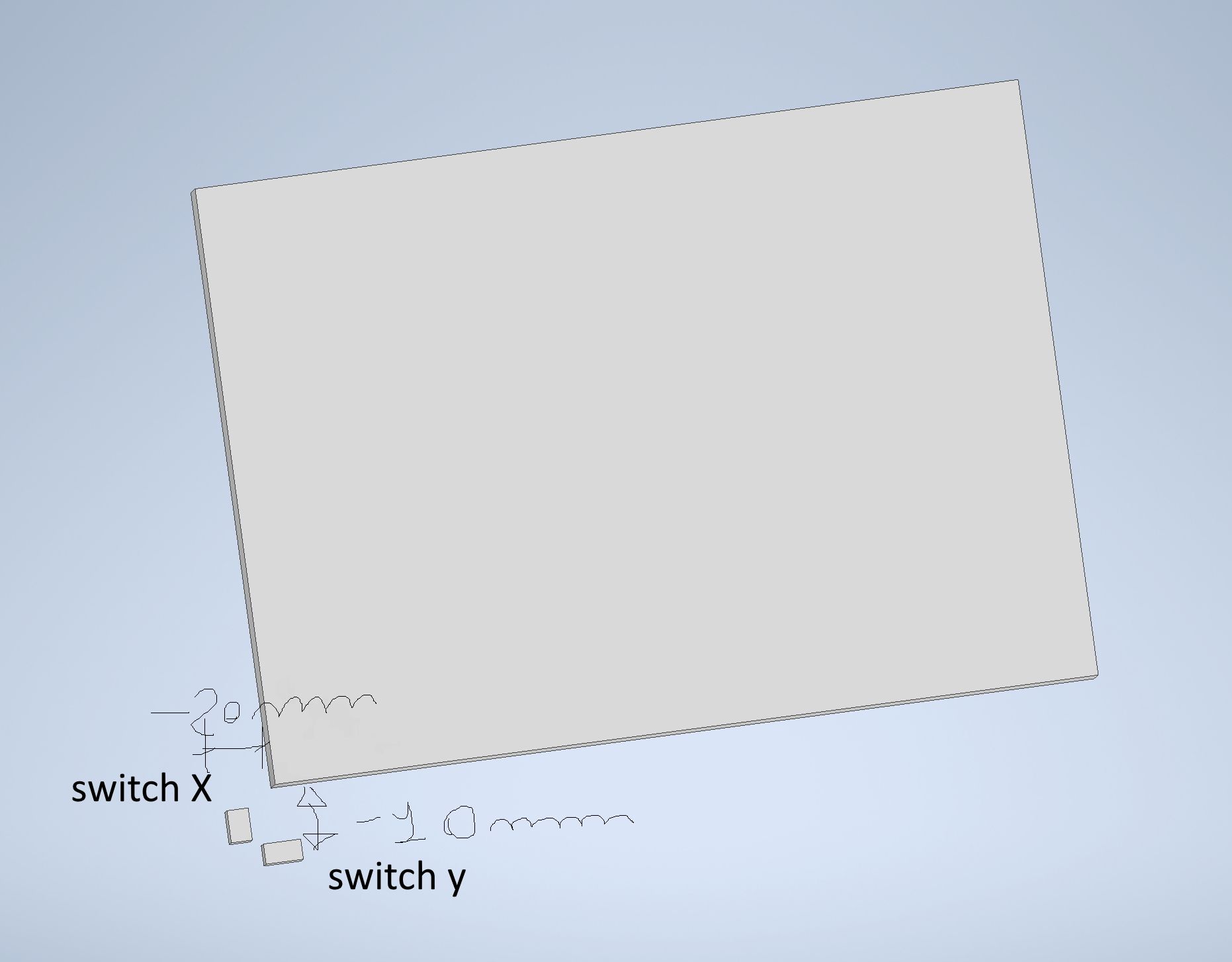
M208 X275 Y300 Z270 S0 ; set axis maximaIs this correct that your x axis can move -20mm off the edge of the bed surface before it hits the endstop? It's fine if that is the case.
Is it also correct that your Y axis endstop is 5mm within the printable area? That doesn't seem correct.
-
then I move the Y limit switch to have -10mm from the edge.
-
I try to make these changes if the problem persists I contact her again. thanks for support
-
hi should be fixed I switched to version 3.4 beta 3, seems not to do the problem anymore