z probe help if possible
-
EDIT: Fantastic, I learned a new thing here. No explicit pullups required with the Duet 3. Changed all my configs now.
I need to go through my config I'm using '^' pullups everywhere
")
So, I don't need to explicitly enable internal pullups on the Duet 3 hardware?
For example when I have a ground to in switch endstop?
Voron V2.4 (#1317) with Duet 3 Mini5+ Wifi and 1LC v1.1 Toolboard
Voron V0.1 (#637) with Duet 3 Mini 5+ Wifi and 1LC v1.2 Toolboard
Ender 3 Pro with BTT SKR-2 + RRF -
@gixxerfast man, I never thought I would get this much help at setting up my printer and learning what's going on. I am very appreciative
-
@frnknstn now if i can get help with my config i would love it.
-
@gixxerfast said in z probe help if possible:
So, I don't need to explicitly enable internal pullups on the Duet 3 hardware?
Here are the schematics for the inputs 0 to 8. The first image shows the basic circuit. The second shows the input protection provide.
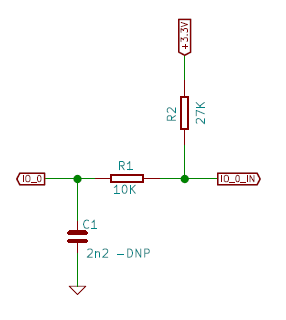
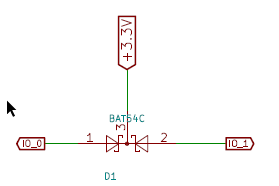
You can find the Duet 3 6HC schematics here:
Frederick
-
@frnknstn said in z probe help if possible:
@frnknstn now if i can get help with my config i would love it.
What kind of help do you need?
Frederick
-
@fcwilt So, when i home all for example, X homes properly, Y homes properly, Z does everything until it gets to the probe inputs. It goes to my first probe point then instead of going down to test, it goes up real slow and dont stop unless i trigger the probe.
-
@frnknstn I think you need to post your latest config.g, homeall.g and homez.g
-
@gixxerfast ```
This is the config; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"duet3" ; Set machine name M552 S1 ; Enable network ;*** Access point is configured manually via M587 M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet M575 P1 S1 B57600 ; Panel Due ; Printer geometry M669 K1 ; Select CoreXY mode M208 X60:316 Y10:280 Z5:300 ; Axis Limits M564 H0 ; allow unhomed movement ;------- drives from top--------------------------------------------------- ; B -------+------ A ; | P.02 | P.03 | ; -------+------- Z-Drives ; | P0.1 | P0.4 | ; -------+------- ; Front ; Drive Mappings M569 P0.0 S1 V0 ; Drive 0: E Axis M569 P0.1 S1 V0 ; Drive 1: Z-LeftFront Axis M569 P0.2 S0 V0 ; Drive 2: Z-LeftRear Axis M569 P0.3 S1 V0 ; Drive 3: Z-RightRear Axis M569 P0.4 S0 V0 ; Drive 4: Z-RightFront Axis M569 P1.0 S1 V0 ; Drive 5: Expansion: B motor (X-axis) M569 P1.1 S1 V0 ; Drive 6: Expansion: A motor (Y-axis) ; Motor remapping for Quad Z and axis Limits M584 X1.0 Y1.1 Z0.1:0.2:0.3:0.4 E0.0 ; Motor mapping M671 X-76.2:-76.2:406.4:406.4 Y0:374.65:374.65:0 S20 ; Z leadscrews positions Left Front - Let Rear - Right Rear - Right Front ; Microstepping and Speed M350 X32 Y32 E16 Z16 I1 ; Configure microstepping with interpolation M92 X200.00 Y200.00 Z200.00 E400.00 ; Set steps per mm 1.8 motors ; Speeds, Acceleration and Jerk M566 X400.00 Y400.00 Z25.00 E600.00 P1 ; Set maximum instantaneous speed changes (mm/min) M203 X12000.00 Y12000.00 Z1000.00 E3600.00 ; Set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z100.00 E3600.00 ; Set accelerations (mm/s^2) ; Motor currents M906 X1200.00 Y1200.00 Z1200.00 E700.00 I60 ; Set motor currents (mA) and motor idle factor in percent M84 S600 ; Set idle timeout ; Endstops for each Axis M574 X2 S1 P"io0.in" ; Set X endstop controlled by switch M574 Y2 S1 P"io1.in" ; Set Y endstop controlled by switch ; Z-Probe M558 P8 C"io2.in" H5 F120 T60000 ; set Z probe type to unmodulated and the dive height + speeds G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid M564 H0 ; Stallgaurd Sensitivy (maybe use to pause print after crash) M915 X S2 F0 H200 R0 ; Set X axis Sensitivity 1.8 motors M915 Y S2 F0 H200 R0 ; Set y axis Sensitivity 1.8 motors ; Input Shaper and Accelerometer ;M955 P0 C"io4.out+io4.in" ;M593 F46.75 S0.2 ;M593 F19 P4 S0.3 ; experimental ; Z Probe Offset (Probe behind Afterburner) G31 P500 X0 Y21 Z1.5 ; Heaters M308 S0 P"temp_0" Y"thermistor" A"Bed" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out_0" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 R0.181 C640.6 D3.19 S1.00 ; set model parameters for heater 1 and use PID mode M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"temp_1" Y"thermistor" A"Hotend" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin temp1 M950 H1 C"out_1" T1 ; create nozzle heater output on out1 and map it to sensor 1 M307 H1 B0 R2.436 C191.9 D3.44 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F0 C"out7" Q500 ; Parts cooling create fan 0 on pin out7 and set its frequency M106 P0 S0 H-1 M950 F1 C"out8" Q500 ; Extruder create fan 1 on pin out8 and set its frequency M106 P1 T45 H1 ; Fans Electronic compartment & Exhaust ;M950 F1 C"out3" Q100 ; Creates Case Fan 1 ;M106 P1 T40 S150 H0 ; Case Fan 1 Settings (Turns on at 60°C tool temp) at low speed ;M950 F2 C"out4" Q100 ; Creates Case Fan 2 ;M106 P2 T40 S150 H0 ; Case Fan 2 Settings (Turns on at 60°C tool temp) at low speed ;M950 F5 C"out7" Q100 ; Creates Case Fan 2 ;M106 P5 T95 S50 H0 ; Exhaust fan ; Filament Runout sensor ;M950 J4 C"io5.in" ; Input 4 filament sensor ;M581 P1 T2 S1 R1 ; Filament Sensor P1 triggers inactive-to-active edge (S1) tigger2.g (T2) only when printing (R1) ;M591 D0 P1 C"io5.in" S1 ; Filament Sensor ; Tools M563 P0 D0 H1 F0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C T0Here is the homez
; homez.g ; called to home the Z axis ; G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G90 ; absolute positioning G1 X60 Y50 F6000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing G91 ; relative positioning G1 S2 Z5 F100 ; lift Z relative to current position G90 ; absolute positioningHere is home all
; homeall.g ; called to home all axes M913 X70 Y70 Z100 ; set X Y Z motors to 70% of their normal current G91 ; relative positioning G1 Z8 F800 H2 ; lift Z relative to current position ; Homing Moves G1 H1 X310 F2000 ; move quickly to X axis endstops and stop there (first pass) G1 H1 Y310 F2000 ; move quickly to Y axis endstops and stop there (first pass) G1 Y288 F2000 G90 ; back to absolute mode ;Homing Z M913 Z65 ; Z Motor current 70% G1 X198 Y287 F3600 ;position of Z swtich G1 H1 Z-200 F360 ; move Z down until the switch triggers ; Z Offset ;G92 Z0.375 ; Z position of switch / offset. Lower numbers = higher Z | Higher numbers = lower Z | PEI Side G92 Z0.400 ; Z position of switch / offset. Lower numbers = higher Z | Higher numbers = lower Z | PEI Side ; Parking Position G1 X10 Y10 Z20 F6000 ; put head over the centre of the bed M913 X100 Y100 Z100 ; set X Y Z motors to 100% of their normal current -
@frnknstn ```
Just in case heres my bed; bed.g ; called to perform automatic bed compensation via G32 M561 ; clear any bed transform G28 ; home while iterations <=1 ; Perform 2 passes. G30 P0 X70 Y20 Z-99999 F6000 ; probe Z left front G30 P1 X70 Y270 Z-99999 F6000 ; probe Z left rear G30 P2 X306 Y270 Z-99999 F6000 ; probe Z right rear G30 P3 X306 Y20 Z-99999 S4 F6000 ; probe Z right front G1 H2 Z8 F2600 ; raise head 4mm to ensure it is above the Z probe trigger height M400 ; finish move, clear buffer M558 H2.5 ; VINDA height to 2.5mm after first run while move.calibration.initial.deviation >= 0.003 ; Perform additional leveling if previous deviation was over 0.01mm. G30 P0 X70 Y20 Z-99999 F6000 ; probe Z left front G30 P1 X70 Y270 Z-99999 F6000 ; probe Z left rear G30 P2 X306 Y270 Z-99999 F6000 ; probe Z right rear G30 P3 X306 Y20 Z-99999 S4 F6000 ; probe Z right front G1 H2 Z8 F2600 ; raise head 4mm to ensure it is above the Z probe trigger height M400 ; finish move, clear buffer echo "Gantry deviation of " ^ move.calibration.initial.deviation ^ "mm obtained." G1 Z8 ; Raise nozzle 8mm to ensure it is above the Z probe trigger height. G28 ; Homing again for accurate Z offset -
@frnknstn In homeall.g I don't see a G30 to use the probe also you want to go absolute to Z = -200. I might have missed something.
What happens when you just run homez.g? (turn you steel plate upside down to protect the pei)
Is your Z going in the right direction?
Also, you don't have a Z-switch (nozzle probe) do you?
-
@gixxerfast no, i tested homez again, it does what i said previously.
-
@frnknstn another thing as it is slowly rising up it looks like the left rear motor is moving a little faster than the rest
-
@frnknstn said in z probe help if possible:
@gixxerfast no, i tested homez again, it does what i said previously.
Yes, but if you manually run Z up and down with G1. Does it go in the expected direction or do yo have to invert the motors?
Also, your probe config is a little bit of a mess. Have a look here and go through your config.g and homeall.g and homez.g and try do make it look a bit more like this one.
Skip the pullups in the example config though -
@gixxerfast imy z does look backwards. +10 brings the gantry down to the table. -10 opposite. I will switch this to start
-
@frnknstn Because, your homing config looks like a mix of endstop config and probe config depending on which file you look in. Also in config.g you have, as I see it, a lonely G31 down by the heater definitions.
So, it's better you take a grip on it and follow an example, like the one I linked, and go from that one.