List of RRF compatible post-processors
-
Hey CNC-Folks! What post processor are you using on your duet powered CNC-Machines (CNC-routers/mills)?
My CAD-System of choice is Solidworks with the HSM-CAM Plugin. HSM is the same CAM-Engine that runs in Fusion 360 so post processors that work in Fusion 360 should work in Solidworks (HSM-Works) and vice versa.
I have been searching trough die Forums for a simple post processor that would work out of the box with RRF.
I recently changed the old controller (EdingCNC) of my CNC-Router to a brand new Duet6XD. With the latest Firmware, the duet can handle everything from Backlash compensation to complex tool change or stock probing routines. Personally, I prefer to do as much as possible with macros and metacommands on the Duet side. Therefore, I do not need a fancy post processor that has built in tool change routines, backlash compensation or stock probing.Post processors I have tried so far:
BruceRoyce UltimateRepRapPost Testfile: UltimateReprapFimwareFusionPostprocessor.gcode
Has build in probing and other stuff that can not be deactivated.Reprap.cps Testfile: Reprap.cps.gcode
Super simple post from the official Autodesk Post processor library. Writes the spindle speed in front of the M3 command. In the Gcode the command looks like this-> S15000 M3, which throws an error in DWC. I recon this is an easy fix in the post processor code, but I tried and failed.
Ooznest Workbee Fusion post processor Testfile: Workbee Duet.cps.gcode
Does not provide commands for Spindle start/spindle speed and tool changes !?duetcnc.cps Testfile: duetcnc.cps.gcode
Has an option to call a macro on tool change, which I do not need but is quite neat anyway. The only thing that is bothering me is the missing arc support and constantM291 P"Switch Router On" S2calls whenever. The spindle is activated.Please feel free to extend the list!
")
-
this is our current post (fusion360) based on the reprap from autodesk, but I guess you need to modify it to fit your machine.
-
@timschneider Thank you! The Post processor works like a charm right out of the box.


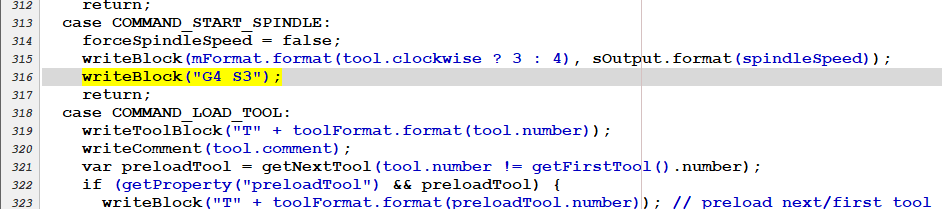
I did reduce the spindle Dwell (G4 S10) time from 10 to 3 Seconds tough. My spindle speeds up quite fast, so 3 seconds is more than enaugh.
In case anyone wants to adjust this as well: