@dc42
I am sorry to report that the issue is not fixed with the latest Firmware binaries (3.6.0-rc.3+1)
With input shaping set to 13Hz, the part prints without issues.
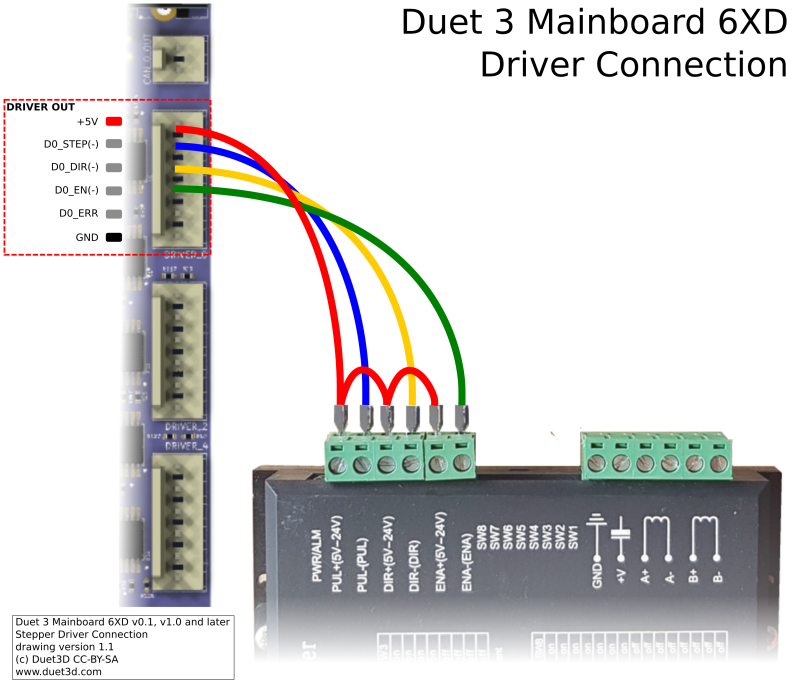
With the latest binaries, the move 3 error is gone, but now my 1XD-Expansion board (YAxis) looses connection as soon as the printhead moves to print a couple of very short segments (Text) in the first layer.
23.5.2025, 10:34:21 M122
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.6.0-rc.3+1 (2025-05-16 16:04:31) running on Duet 3 MB6HC v1.01 (SBC mode)
Board ID: 0JD2M-999AL-D25S4-7J1D2-3SJ6K-T51V3
Used output buffers: 1 of 40 (18 max)
=== RTOS ===
Static ram: 137420
Dynamic ram: 98756 of which 0 recycled
Never used RAM 79416, free system stack 128 words
Tasks: LASER(5,nWait 7,0.0%,155) SBC(2,nWait 7,0.9%,831) HEAT(3,nWait 6,0.0%,359) Move(4,nWait 6,0.2%,203) TMC(4,nWait 6,2.9%,375) CanReceiv(6,nWait 1,0.1%,768) CanSender(5,nWait 7,0.0%,327) CanClock(7,delaying,0.0%,350) MAIN(1,running,95.3%,500) IDLE(0,ready,0.6%,29) USBD(3,blocked,0.0%,149), total 100.0%
Owned mutexes: HTTP(MAIN)
=== Platform ===
Last reset 00:14:18 ago, cause: power up
Last software reset details not available
Error status: 0x00
MCU temperature: min 24.0, current 28.4, max 29.0
Supply voltage: min 23.3, current 23.5, max 23.6, under voltage events: 0, over voltage events: 0, power good: yes
12V rail voltage: min 12.0, current 12.1, max 12.1, under voltage events: 0
Heap OK, handles allocated/used 99/16, heap memory allocated/used/recyclable 2048/480/212, gc cycles 0
Events: 168 queued, 168 completed
Date/time: 2025-05-23 10:34:21
Slowest loop: 54.73ms; fastest: 0.06ms
=== Storage ===
Free file entries: 20
SD card 0 not detected, requested/actual speed: 0.0/37.5MBytes/sec
SD card longest read time 0.0ms, write time 0.0ms, max retries 0
=== Move ===
Segments created 1186, maxWait 145617ms, bed comp in use: mesh, height map offset 0.000, hiccups added 3/0 (0.00/36.69ms), max steps late 0, ebfmin 0.00, ebfmax 0.00
Pos req/act/dcf: 185328.00/185327/1.00 0.00/1/-1.00 803932.00/803931/0.97
No step interrupt scheduled
Driver 0: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Driver 1: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Driver 2: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Driver 3: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Driver 4: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Driver 5: standstill, SG min n/a, mspos 8, reads 12143, writes 77 timeouts 6
Phase step loop runtime (us): min=0, max=26, frequency (Hz): min=502, max=10273
=== DDARing 0 ===
Scheduled moves 736, completed 736, LaErrors 0, Underruns [112, 0, 0]
Segments left 0, axes/extruders owned 0x00000007, drives owned 0x00000007
Code queue is empty
=== DDARing 1 ===
Scheduled moves 0, completed 0, LaErrors 0, Underruns [0, 0, 0]
Segments left 0, axes/extruders owned 0x00000000, drives owned 0x00000000
Code queue is empty
=== Heat ===
Bed heaters -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamber heaters 2 -1 -1 -1 -1 -1 -1 -1, ordering errs 0
=== GCodes ===
Movement locks held by null, null
HTTP* is doing "M122" in state(s) 0
Telnet is idle in state(s) 0
File* is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger* is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
File2 is idle in state(s) 0
Queue2 is idle in state(s) 0
=== Filament sensors ===
Driver 31: no filament
=== CAN ===
Messages queued 23076, received 56093, lost 0, ignored 0, errs 0, boc 0
Longest wait 3ms for reply type 6060, peak Tx sync delay 450, free buffers 50 (min 39), ts 4068/4067/0
Tx timeouts 0,0,0,0,0,0
=== SBC interface ===
Transfer state: 5, failed transfers: 0, checksum errors: 0
RX/TX seq numbers: 34620/34620
SPI underruns 0, overruns 0
State: 5, disconnects: 0, timeouts: 0 total, 0 by SBC, IAP RAM available 0x27a70
Buffer RX/TX: 0/0-0, open files: 0
=== Duet Control Server ===
Duet Control Server version 3.6.0-rc.3 (2025-04-30 10:29:48, 64-bit)
HTTP+Executed:
Executing M122
File 0:/gcodes/pot.gcode is selected, paused
Code buffer space: 4096
Configured SPI speed: 8000000Hz, TfrRdy pin glitches: 0
Full transfers per second: 39.05, max time between full transfers: 90.1ms, max pin wait times: 34.8ms/1.7ms
Codes per second: 7.30
Maximum length of RX/TX data transfers: 5404/1072
On another note: It would be nice if serious errors like a CAN board disconnecting or mesh probe fail would trigger a print cancellation or at least a pause. Luckily, I was monitoring the print closely and noticed that the Y-Axis has stopped moving. So I only had to clean a small blob of death. 
")