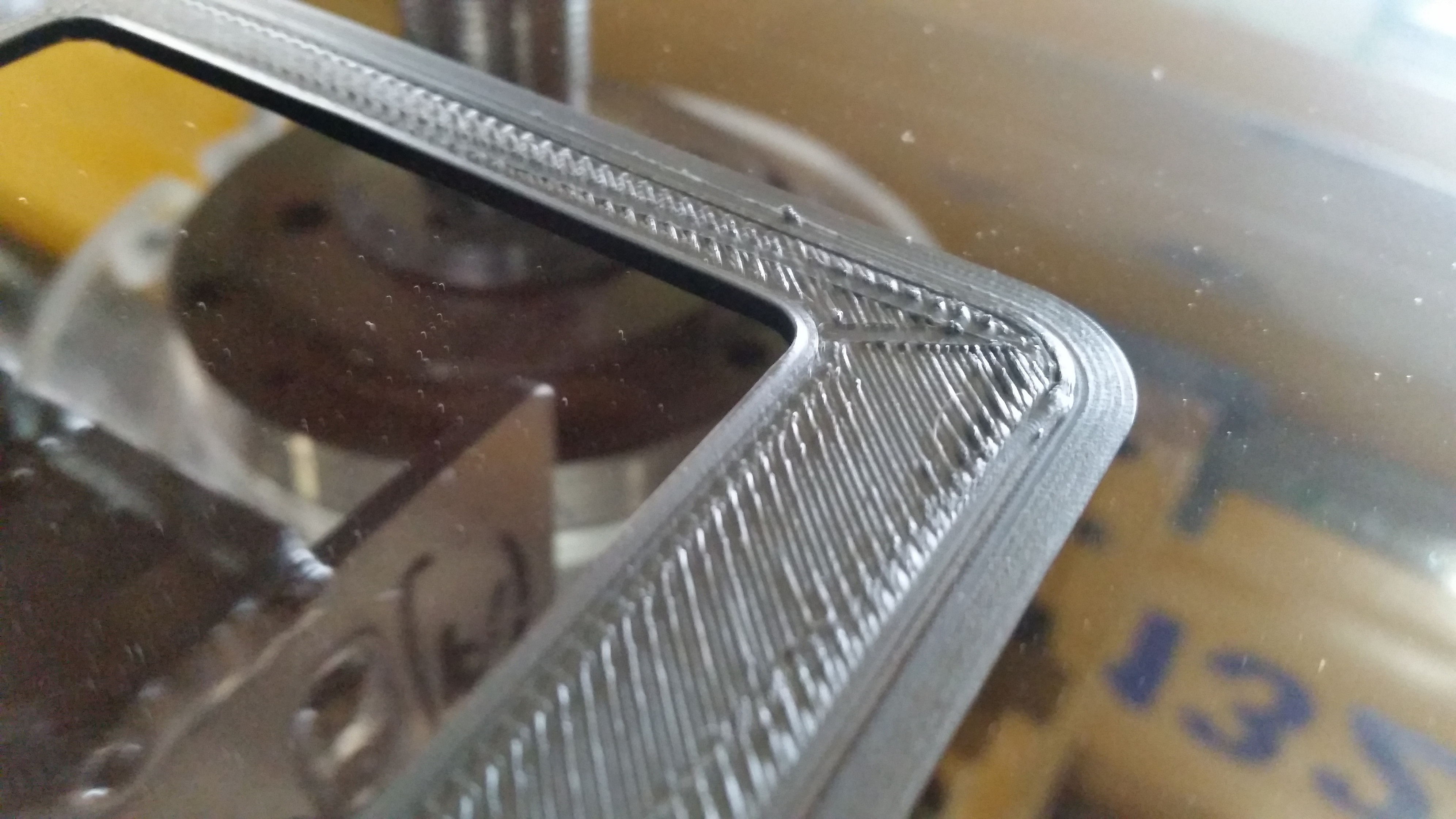
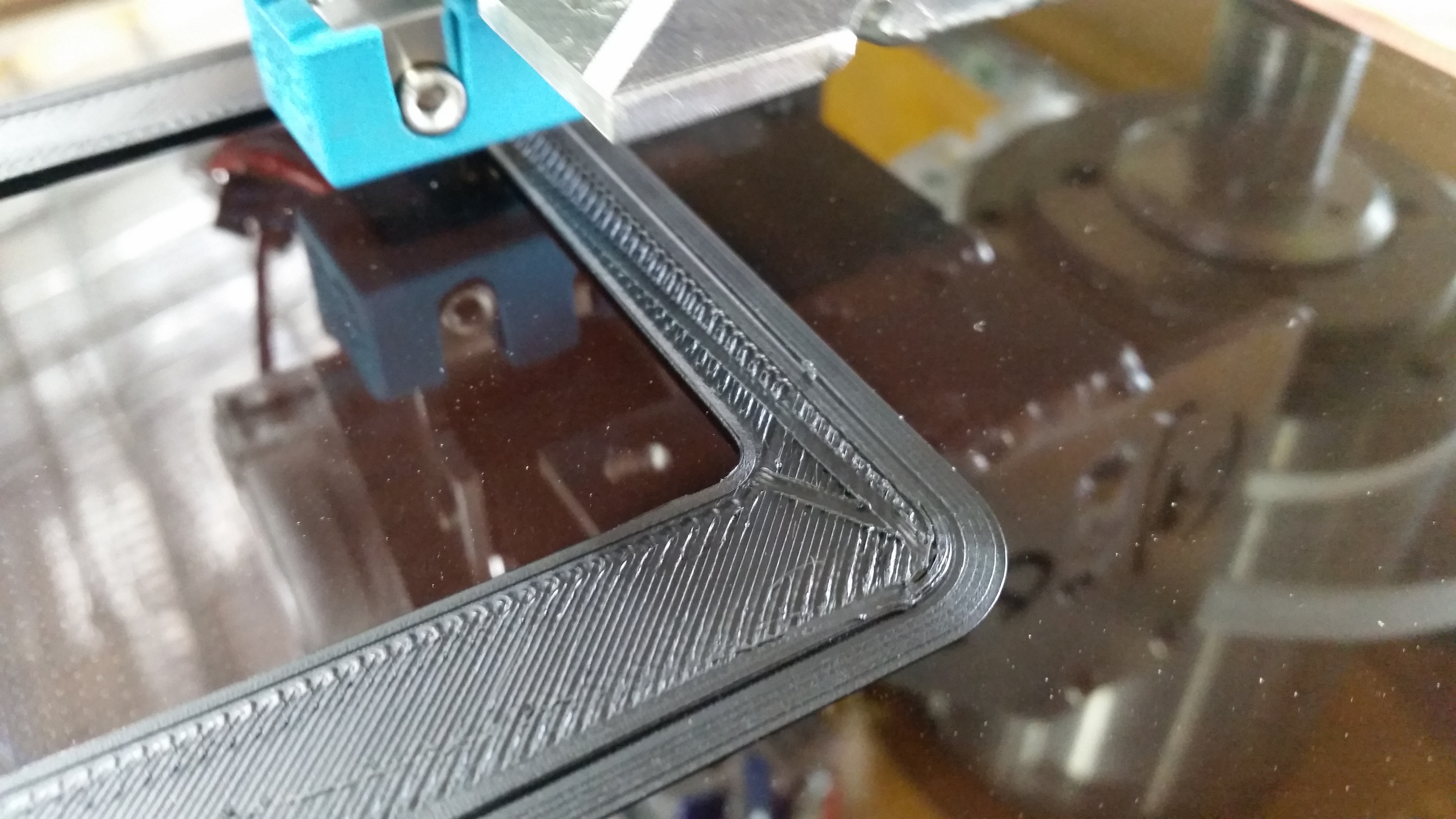
Over-extrusion on corners
-
Have the corners improved?
-
Big improimprovement origanaly it was sewing out now there a little bit of overshoot?
-

-
It looks like it's over extruding. You can test by reducing your extruder 100% in the DWC during a print.
What is your extruder configuration?
It might help to go through a tuning guide, such as...
http://reprap.org/wiki/Triffid_Hunter's_Calibration_Guide
That will get your hardware parameters into accurate software settings.
-
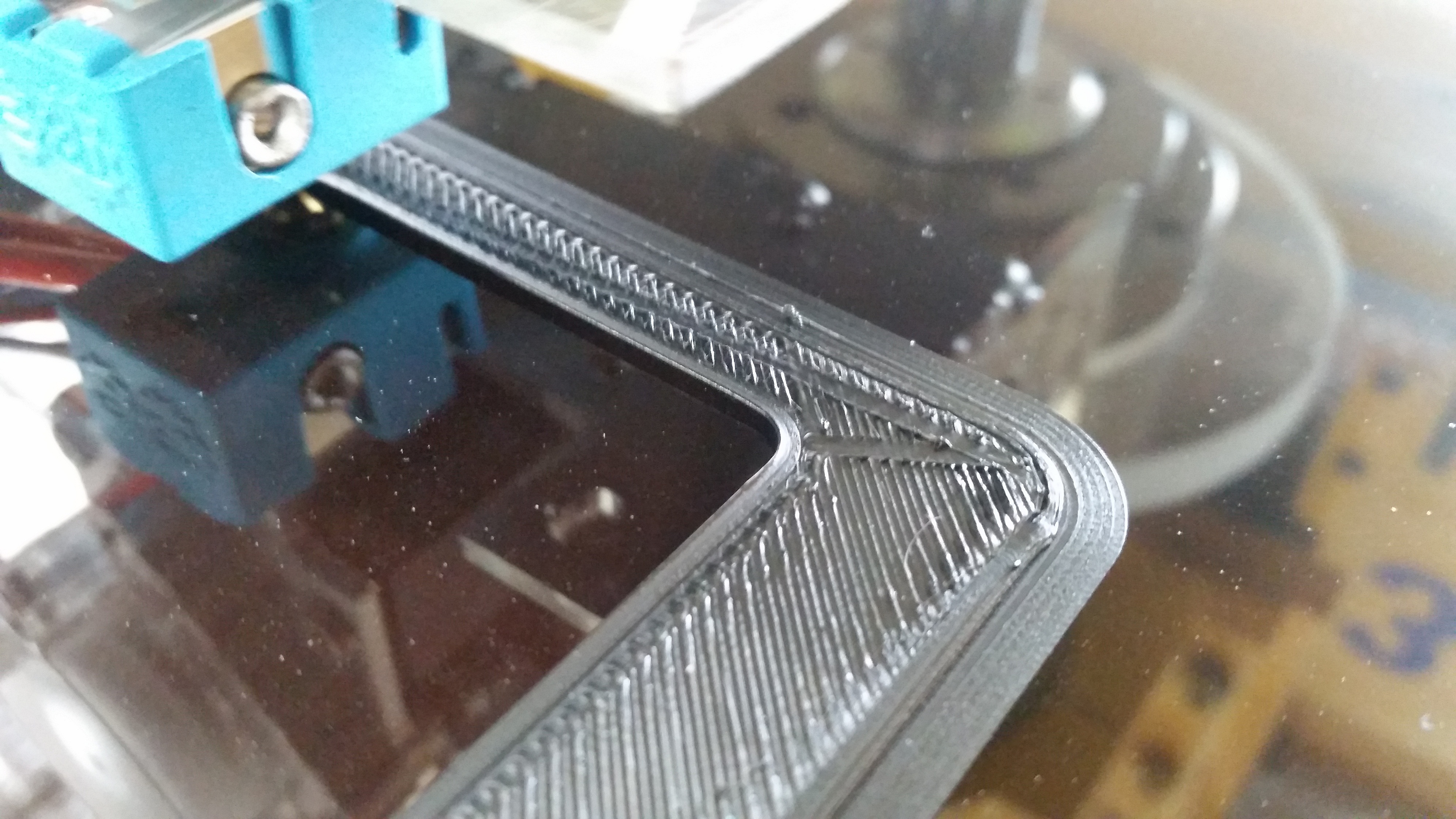
So back to this problem i have sorted out the extrusion rate so that its not over-extruding on long lines. But when it comes to doing ziz-zag infill or where the machine slows for corners i get over-extrusion as seen in previews post. I believe this is where the extruder rate is not slowing to match the speed of the print head as it Accelerates/decelerates at the end of straight travel. This is particularly bad for short zig-zag infill as the head never gets to full speed but the excess is still noticeable at the start and end of longer travels. So does the firm where compensate for this? Can the extruder velocity be proportional to the head instanious velocity or does it assume a very high rate of acceleration which makes this unnecessary in most physical designs and is only a problem in our build because we are starting with a very heavy cnc router. Hoping to hear that the compensation is built in and we just haven't enabled it or tuned it.
-


-


-
I think you can compensate for this over extrusion somewhat with pressure advance.
https://duet3d.dozuki.com/Wiki/Pressure_advance
There is the relevant documentation.
Basically it will try to take into account the elasticity of the molten filament and adjust the extrusion feed rate dynamically. It may take some tuning but I think this is exactly what you want.
-
Will give it a go as I respect your knowledge, though we had assumed this was not a major contributor to the problem because we are not using a bowden cable, and the e-3d head we are using has a relatively short distance between the drive wheel and the hot end. Will let you know what we discover.
-
For a direct drive extruder like the Titan Aero like I see in your picture can still benefit from pressure advance. A value of 0.05 works well for me with PLA.
Your prints are starting to look pretty good.