Stringing: Retraction and Travel speed
-
Good news.. the blockage was just off the hobbed gear. I think I had the tension too high so with all the fast retractions the gear was chewing through the filament and ultimately jammed the top of the inner PTFE lining.
I'll get the rest of the extruder put back together this evening and re-test with your settings @Phaedrux. My extruder jerk / acceleration was quite low compared to your settings so that might explain the slow retracts to the point where the travel was starting before the retraction?
@dc42 - I followed your forum post here and am using S3D to send M101, M102 and M103 codes for retraction - is that still valid? Could that explain why I'm seeing travel completing before retractions?
-
@drammy, using S3D M101/2/3 commands to control firmware retraction doesn't work quite right because S3D doesn't generate them at exactly the right places. So it's better not to use them, and to use a post processing script or a different slicer instead.
-
@dc42 Thanks
Have implemented this and with the better acceleration and jerk extruder settings the retractions are happening in the right order; i.e. before the travel moves.
@Phaedrux Am still getting bad stringing with your settings.

I get that this woody pla is not a good material to tune but my figuring is its best to tune with something that highlights the problem the most.
I will however try some other filaments out and see what kind of results I can get form them..
-
I haven't used every brand of wood filament out there but I've used a few. Some are more stringy than others. But in general coping with it was always more than just retraction settings.
I had to find a combination of retraction distance, pressure advance, print speed and temperature that gave fairly clean results and the rest came from slicer optimizing to try and reduce it further. Cura has a combing option that keeps the head inside the print area which can keep the ooze somewhat contained for single models. It even has some coasting options now that could help. I think simplify 3d has some wipe on travel options. And then there is always z hop with wipe.
Temperature had a big effect. So try going through the whole range. For me bellow a certain point stringing really dropped off. But at the same time I found it printed best hot so it depends on the model whether stringing will be a problem or if you can get away with it. A bowl versus a statuette for example.
The wood is also very hydroscopic compared to other PLA. If it's been out for a while it had probably taken in some moisture. Food dehydrator or very low oven to dry it back out might make a world of difference.
Wood filament is my favorite to print with but it is a bit more tricky than most.
-
@phaedrux thanks for the useful info. Interesting..
Do you find wood filaments abrasive on the nozzle?
-
@drammy that's what I've heard. I have only ever used hardened steel nozzles with it though, so I can't say from experience. The hardened steel has held up fine though.
-
@dc42 I'll second this, I set up firmware retraction on my delta two weeks ago, you really need to use post processing in order to get the G10 and G11 commands inserted into the right spot.
The script is pretty simple, just use a known speed and distance and then post process to replace those moves with G10 and G11.
http://thrinter.com/using-firmware-retraction-with-simplify3d/
This will work well, but he's using absolute extrusion distances, so you'll need to edit his script a small amount.
Just open a gcode file you've sliced in a text editor and double check the post processing has been done properly.
-
@dino Sorry, just seen your reply. I'm glad you suggested to check the post-processed g-code as it isn't right.
Is it a problem that the G1 E command is on the same line as the X and Y? Also it shows as a different speed..?
Can you share your post-process commands?This is what I have in my post-process commands:
{REPLACE "G1 E-0.8000 F7200\n" "G10\n"} {REPLACE "G1 E0.0000 F7200\n" "G11\n"} {REPLACE "G1 E-0.8000 F2160\n" "G10\n"} {REPLACE "G1 E0.0000 F2160\n" "G11\n"} And this is part of the print file g-code
G1 X82.117 Y86.207 E0.1197 G1 X82.205 Y86.170 E0.0034 G1 X82.605 Y86.170 E-0.8000 F3600 ; outer perimeter G1 X84.145 Y90.645 F9000 G1 X84.148 Y90.645 F9000 G1 X84.150 Y90.650 F9000 G1 E0.8000 F7200 G1 X103.260 Y90.650 E0.6712 F2304 G1 X103.260 Y109.760 E0.6712 -
I get it now - I guess I have to turn the wipe off.. and correct the {REPLACE "G1 E0.0000 F7200\n" "G11\n"} to use relative values
-
@drammy did that help solve the stringing?
-
@phaedrux Not particularly, I see there is a setting in Simplify3d to retract whilst wiping so I need to test turning that off and then I should be able to use wiping.
I'm running out of ideas of how to remove the stringing..I've found that, with this specific material, if I slow the retraction down there is less stringing but still a significant amount. I'll take a pic when this print is done
-
@drammy have you seen this yet? Your dilemma inspired me to create some macros to ease retraction tuning.
https://forum.duet3d.com/topic/5993/firmware-retraction-tuning-with-macros/1
-
@phaedrux I hadn't seen them; I'll start using them straight away. Thanks again!
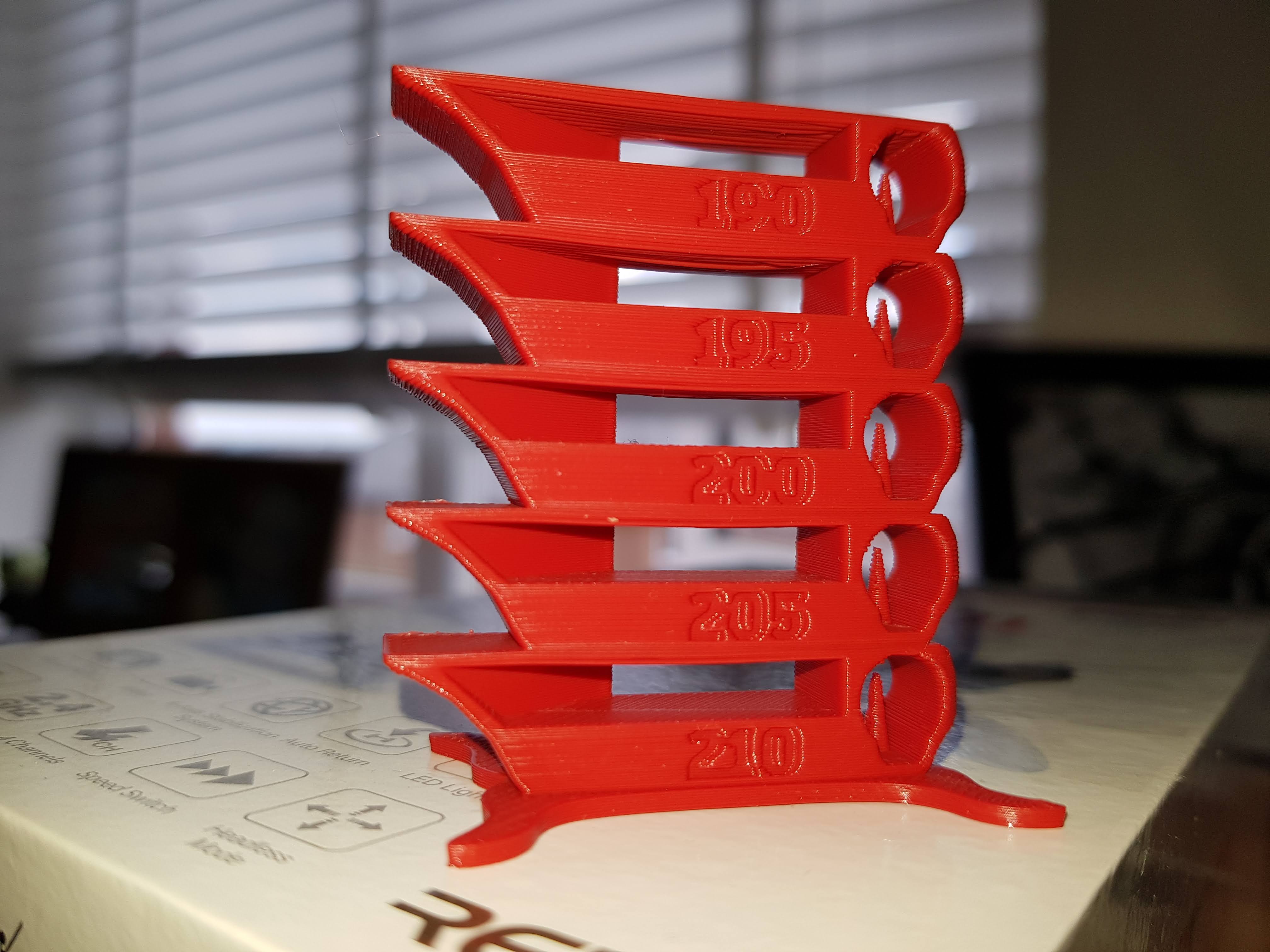
I've come to the conclusion that the filament I was using was simply terrible filament. I've stopped printing the model I was trying to (1st pic below) and have just taken delivery of some Filamentum Extrafill PLA which has shown absolutely no stringing whatsoever with your settings. The 2nd pic is the temp tower test I did (literally the very first print with this new filament)
Note: I did dial down the retract speed for the first print 7200 -> 2400. I am new to this filament and not being familiar with it led me to lower the retract speed until I learn more about its viscosity. I didn't want it snapping with high speed retracts.
Looking at the 2nd pic suggests to me that I need to introduce some negative R values as the point after a retract seems to over-extrude a bit. The whole print is generally over extruded but that's the next task now I know the print temp..