Calibration of extruder steps for a pellet printer
-
Hello everybody,
as part of a project I am currently setting up a pellet printer with a radial extruder screw.
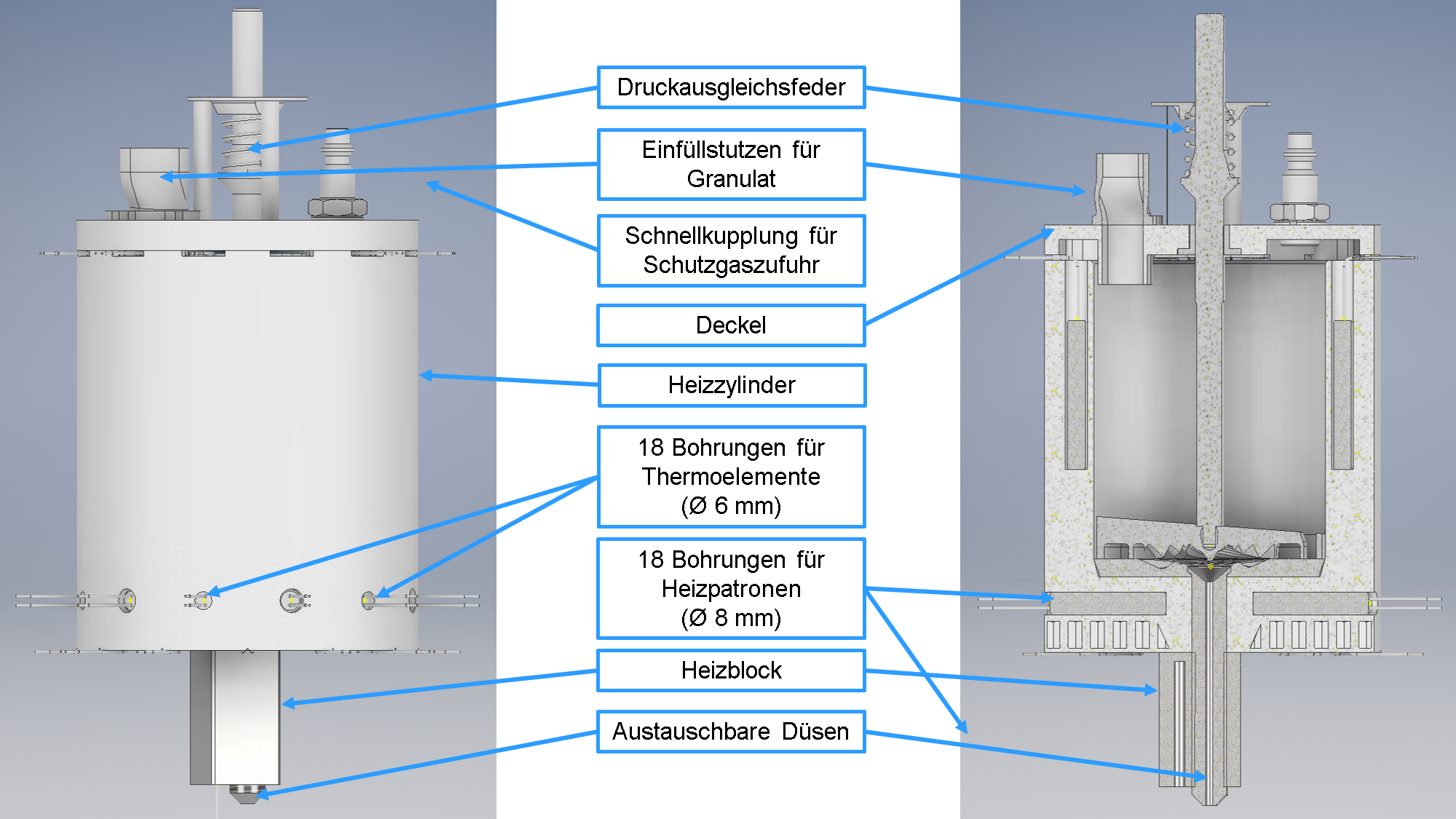
The printer is already up and running. Currently it is my turn to calibrate the printer, but I can't get any further with the settings for the steps/mm of the extruder motor. I've already read in several forums how to do this for a filament printer, but I don't know how to do it for a pellet printer. Does anyone have an idea and could give me some tips?Here is a CAD picture how my printhead looks like.

Here are some information about the printer:
- volume melting cylinder: 0,45 L
- Nozzle diameter: 3 mm
- Nozzle length: 80 mm
- Extruder motor is connected via a 500 mm long flex shaft
- Nema 24 Extruder motor (resolution 1.8°/step) -> https://de.nanotec.com/produkte/560-st6018l3008-b/
If you need more information please feel free to ask.
Thanks in advance
-
The best way I found to calibrate extrusion is the use of a small piece of "stairs like" part (like the 5mm steps calibration or the one at the video). Set it to 95% rectilinear infill and compare top layers and infill layers like this video:
https://www.youtube.com/watch?v=a1vH3ge-V3Q
I use this method to calibrate finely for my main material and use extrusion multiplier at the slicer program to other materials.
ps.: great design!

-
-
Put a sensible guess as to the steps/mm. Almost anything will do, as long as material comes out of the nozzle at a reasonable rate when you command the extruder to move.
-
Test how many "commanded mm" it takes to output say 100mm of material.
-
Refine your steps/mm according to the standard extruder calibration methods, e.g.
New steps/mm = Old steps/mm x 100 / measured material extruded
- Repeat.
There is a fair amount of guesswork, as you need to take things like stretching of the filament due to gravity and die swell into account but it shouldn't take too long to refine a useful number. If you then set your "filament" diameter to your nozzle diameter in the slicer then everything should work out, shouldn't it?
-