Surface Finish : Duet path planner?
-
@dc42 said in Surface Finish : Duet path planner?:
AFAIK no 3D printer firmwares do smoothing
I had this with the replicape 3D printer controller any equivalent on Wifiduet?https://replicape.github.io/replicape/configuration.html
see planner sectionSo no equivalent in Wifi Duet? will try to fine pitch the jerk setting which Gcode?
-
I found no mention of path smoothing in that web page.
-
@dc42 said in Surface Finish : Duet path planner?:
I found no mention of path smoothing in that web page.
Yes my error, segment length is deprecated... Never saw such parameter in simplify3d segment length seems automatic, tried to increase triangle mesh in my cad but without significant results
-
My settings are already quite high for a core XY any other ideas? I will try to reduce heat or extrusion ratio but at those speed 215 degree for PLA+ seems reasonable...
;M350 X16 Y16 Z16 E16:16 I1 ; Configure microstepping with interpolation
M92 X160 Y160 Z414 E645:250 ; Set steps per mm
M350 X128 Y128 Z128 E128 I0 ; Configure microstepping with interpolation
M566 X1000 Y1000 Z1200 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X15000 Y15000 Z15000 E9000 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z2000 E1000 ; Set accelerations (mm/s^2)
M906 X1300 Y1300 Z1100 E800 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S200 ; Set idle timeoutThanks...
-
Simple regular shapes like cones and cylinders are quite artificial shapes and are worse case scenarios for inducing surface quality artifacts due to repeating patterns. If you print a more natural shape are you able to notice the same patterns?
Your extruder jerk and acceleration are a little low. They may be limiting your speed. If you increase them, does the pattern remain?
Are you using pressure advance?
Have you tried a different spool of filament? Or different slicer?
-
@phaedrux said in Surface Finish : Duet path planner?:
Are you using pressure advance?
Yes and helped a lot, no more blob problem... I will try to deactivate it
"Have you tried a different spool of filament? Or different slicer?" yes and no
") not with this object, but the problem is always there
not with this object, but the problem is always there -
Hi, interpolation only works with 16 microsteps, you are using 128.
-
@3doeste said in Surface Finish : Duet path planner?:
Hi, interpolation only works with 16 microsteps, you are using 128.
it's disable on the second line
M350 X128 Y128 Z128 E128 I0 -
@dc42
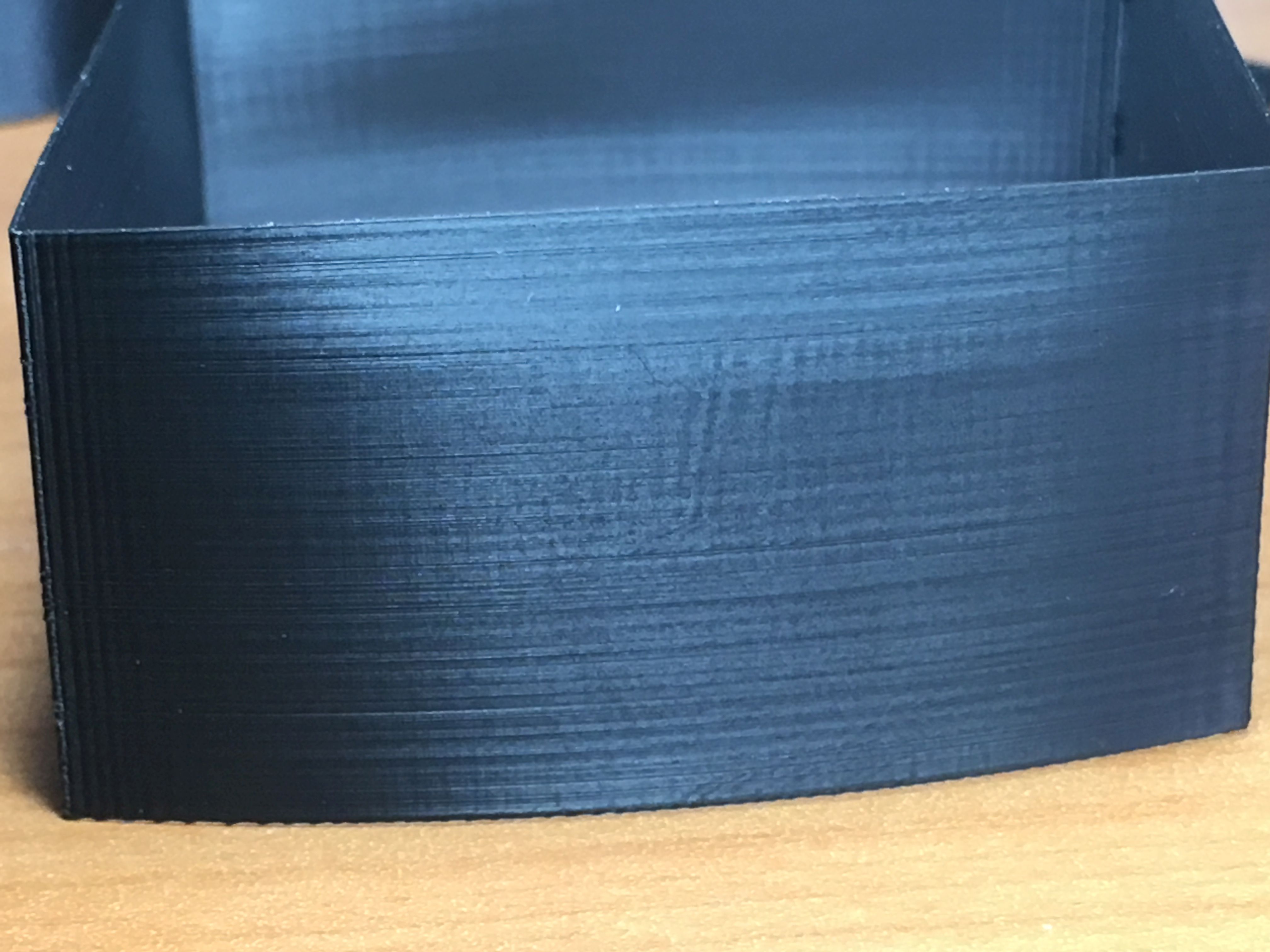
Thanks, I think I've nail down the problem but with my delta and fusion 360 I always generate the STL files using the high setting and never had such problem. Now with my new coreXY direct extrusion I think the printer is more precise and I see defect I didn't saw before. With very less visible layer lines at 0.05mm height and a .25mm nozzle surface is more mirror like and any light defects are visible. I think I even see the belt pattern. Light orientation play a big role has you can see in the following pictures. Jerk and acceleration are still a little to high the carriage is heavy 400 gram. To the touch the piece surface is like silk don't know how much I can go. Maybe I will change the idler wheels for some toothed version to reduce belt vibration

-
@frcwifiduet said in Surface Finish : Duet path planner?:
.05mm layer/ 25mm nozzle
I think a lot of the surface finish at this fine extrusion level is dictated by vibration. Bearings, rolling wheels, belts, motors, resonant vibrations. The filament being layed down is so thin that it seems to cool very quickly and all the little pressure vibrations in the filament get locked in place before they have a chance to relax and dissipate. The thicker the extrusion the less features get locked in the surface. At least that's my theory anyway.
Furthermore, the extrusion speed is very slow. The gear on my titan aero barely moves when I'm printing at 0.05mm layer height. I think at that low speed some extrusion steps are getting missed. This may be exacerbated by the very small segment size from a high res file.

I'm not sure how well this shows up in the photo, but this is a small boomerang printed at 0.05mm layer height and a 0.6mm nozzle, (though I have also printed it at 0.4mm nozzle with the same results). Around the center curve you can see some scalloping features going vertically against the layer lines. It gets worse as you slow down and better as you speed up. The reason I think is that some extruder steps get missed. You can kind of see the gear pulse as it goes around the arc.This has been discussed before in another thread. Increasing the microstepping value for the extruder can help, but you can then run into hiccups and missed steps that way. @wilriker even made a calculator. https://wilriker.github.io/microstep-calculator/
I really like the look and feel of 0.05mm layer heights. It feels almost like an injection molded part, but there are so many new artifacts that get exposed when the layer lines go away. I've given up on such low layer heights entirely until I have a printer more capable of the resolution. Something like the RailCoreII which has shown incredibly detailed prints at very low layer heights. It's a lot more sturdy and solid than a Dbot.
0.15 layer height with a 0.6mm nozzle is my new favorite. You can print infill every 2nd or 3rd layer and get some decent speed improvements, plus I find the infill much stronger that way. With the right temperature the layers can really disappear and none of the high frequency noise is present in the surface finish.


-
I think a lot of the surface finish at this fine extrusion level is dictated by vibration. Bearings, rolling wheels, belts, motors, resonant vibrations. The filament being layed down is so thin that it seems to cool very quickly and all the little pressure vibrations in the filament get locked in place before they have a chance to relax and dissipate.
Yes I think you're right, be we must take in consideration that a glossy black is the worst case scenario, but I like this filament it's ESUN PLA+ very sturdy can make a .25mm circular plastic band and it will not break under stress unlike native PLA and it's relatively cheap 30$US per Kg often is special at 20$
Furthermore, the extrusion speed is very slow. The gear on my titan aero barely moves when I'm printing at 0.05mm layer height. I think at that low speed some extrusion steps are getting missed.
I've bought a twin gear metal extruder to help reduce this
https://dyzedesign.com/dyzextruder-gt-extruder/
but must pay the price in weight event it's only 250gram ( no much higher than your Titan) . Bowden setups reduce all this but hysteresis on the retraction is a pain for small detailsThis has been discussed before in another thread. Increasing the microstepping value for the extruder can help, but you can then run into hiccups and missed steps that way. @wilriker even made a calculator. https://wilriker.github.io/microstep-calculator/
I really like the look and feel of 0.05mm layer heights. It feels almost like an injection molded part, but there are so many new artifacts that get exposed when the layer lines go away. I've given up on such low layer heights entirely until I have a printer more capable of the resolution.
Something like the RailCoreII which has shown incredibly detailed prints at very low layer heights.0.15 layer height with a 0.6mm nozzle is my new favorite. You can print
Nice Turtle! I do mostly mechanical part and .6mm don't give the clearance I want.
-
@phaedrux said in Surface Finish : Duet path planner?:
Something like the RailCoreII which has shown incredibly detailed prints at very low layer heights. It's a lot more sturdy and solid than a Dbot.
Mine is a custom build and a tank, but I wonder if I should remove the sprint bed like I did with my delta. I'm somewhat encouraged by the results
Thanks for your suggestions