Patterns that change with Pressure Advance
-
I get patterns when printing straight lines. The pattern change when the settings for Pressure Advance (M572) changes. The setting for the micro stepping of the extruder does not affect the result.
The print speed is 200mm/s.
The acceleration is 0,3g (M204 P3000)
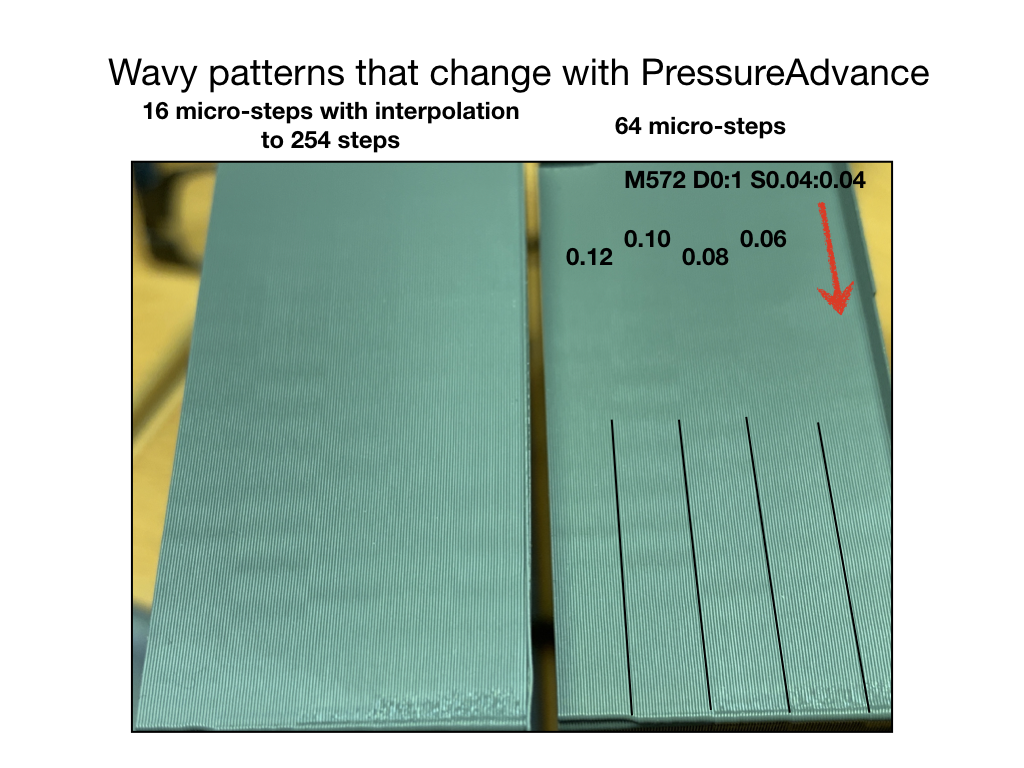
The Jerk is M566 U0 X900 Y900 Z0 E200The picture shows a side wall from two identical test parts where the PressureAdvance changes from bottom to top in five steps (right to left on the picture). The only difference between the two parts is the number of micro steps for the extruder. The patterns are identical on the two parts, so the resolution of the extruder motor is probably not the cause. I use the newer Bondtech extruder.
The length from top to bottom on the picture is approximately 50mm.
The patterns are very similar for both x and y axis. The machine is a cartesian machine with ball screws and linear rails, so fairly stiff mechanics.
The patterns are systematic and I would guess that they come from the software in the duet3D.
Does anyone know what it could be?

-
I think you are mostly getting the same pattern but it shifts relative to the corner when you change pressure advance, which is expected. I think it is extruder-related. I suspect that either the motor has uneven steps, or the hobbed shaft in the extruder is uneven. Can you relate the pitch of the pattern to whole rotations of the hobbed shaft?
There are a few other possibilities. e.g. rapid fluctuation of the extruder temperature, possibly triggered by bed PWM especially if your extruder heater M307 command doesn't include the V parameter to compensate for changes in supply voltage.
-
You are probably right, it could be the extruder. I have a 0,4mm nozzle (E3D copper nozzle and heat block) and 1.75mm filament. The layer hight is 0,2mm and the pattern frequency 3.12mm. With the gearing in the Bondtech this would give one fluctuation per half step of the stepper motor.
The amplitude goes down if I user a speed factor of 50% but the frequency is unchanged.
I also increased the temperature of the filament 20C, and this reduced the effect.
The stepper for the extruder is a short version, so a more powerful stepper could improve the result.
-
What are your E steps/mm, and what is your microstepping setting?
Those fluctuations look like they occur over much larger than 1/2 step of the motor. Are you sure you did the math correctly?
-
@bot
I have a Bondtech with 420 (micro-)steps/mm. I use 16 micro steps with interpolation. This give 26.25 full steps /mm.The pattern is 3.12mm. The nozzle is 0.4mm. The filament 1.75mm.
The area ratio between filament and nozzle is 1.751.75 / (0.40.4) = 19.14
The amount of filament used for one pattern cycle is then:
3.12 / (2*19)= 0.0821mm filament.The number of steps would be:
0.0821mm filament * 420 micro-steps / mm = 34.48 micro-stepsSo the pattern is 34 micro-steps and there are 16 micro-steps for a full step. Maybe the pattern could also be twice as long since I looked on reflections and did not measure the actual hight?
The gearing has 17 and 50 teeth, and would generate a higher frequency.
The gears on the hob has 17 teeth.
The motor is 25mm long and I use 1000mA instead of the recommended 700mA.
Is there something wrong with the calculations?
I will get a 400steps/turn motor from Bondtech and test how that influence the result.
Maybe the newly fitted E3D copper nozzle and block has less/more friction and flow resistance?
I am pretty sure that an increase of the temperature with 20C reduced the amplitude of the pattern due to lower viscosity of the plastic, but this could also be an optical illusion since the part became more glossy.
-
I'm not sure what math you're doing there, but I see that you're actually pretty close to correct. IMO 420 steps/mm (at 16x interpolation) is on the low side.
When I do the math, I calculate the volume of a rectangular prism (your extrudate) L:3.12, W:0.4,H:0.2 for a volume of ~0.25 mm^3
This is equal to about 0.1 mm of extruder movement with 1.75 mm filament.
420 * 0.1 = ~42 microsteps for the period of your fluctuation.
So, I was wrong when I guessed it was "much larger than 1/2 step of the motor." It is, as you figured, about 2 full steps of the motor. This could be useful information.
My first thought for the cause of this error was pressure fluctuation due to low E-resolution. I now do think this is the case.
-
@urban said in Patterns that change with Pressure Advance:
Maybe the newly fitted E3D copper nozzle and block has less/more friction and flow resistance?
Just curious, when you swapped the block did you re-run the PID tuning?
-
@bot Can you expand on "low E-resolution". Do you mean the gear ratio in the extruder?
Actually it could be exactly one step, depending on how I interpret the reflections of the part.@Phaedrux I did make a PID, but I have not inserted the result in an M307?, and I am not sure the result is stored automatically. The mass (or heat capacity) of the copper block gives a longer heating time and the graph in the web-UI is fairly stable (+/- 0.2C). I use Pt100 with the special board sold by Duet3D.
-
Yes. The gear ratio on the extruder is one way E resolution is influenced.
If too low, I could see why it might cause ripples like this. As the extruder moves each step, it’s creating a pulse of pressure. Instead of a smooth “continuous” stream of input, it will pulse, pause, pulse, pause to keep pace with the X/Y motion.
The more pulses, the smoother the extrusion.
-
@bot OK, thank you. I have now tried increasing the current to the extruder motor and different settings for the micro-stepping. A also repositioned the motor gear. Very little difference.
This could also be a gear problem since there are 4 tooth per step in the extruder.
@Phaedrux I redid the PID and this time I saved the result in the config-file. No difference.
It will be interesting to see the effect of the 400step/turn extruder motor.
-
The 400steps/turn motor did not make any difference. It could be the gears in the Bondtech BMG or the pressure advance that cause the problem. It is clear that the section with the lowest setting of pressure advance has the best surface.