Heightmap seems to be not used
-
Hi everybody,
the heightmap generated by G29 shows a not even plate. This is correct as the plate is uneven about 0,2 mm.
But the values are not taken in account for auto-leveling.
What can be wrong? My prints allways loose contact when reaching the uneven area of the plate.Thanks in Advance
Marc -
Hi,
Well auto-leveling (using stepper motors to adjust the bed) and mesh compensation are two different things.
And they can interact.
I run auto-level when I first turn on the machine and anytime I think it needs adjustment.
I always run mesh compensation (G29) after I do auto-leveling (G32).
I also run mesh compensation to cope with any deforming of the bed that may occur as it heats up. My bed is a CCTREE build surface, on glass, on 6 mm aluminum. The bed temperature sensing thermistor is part of the silicone heater attached to the underside of the aluminum. Clearly the temperature right at the thermistor is going to take some time to soak through the aluminum, glass and build surface.
And when the whole thing finally stabilizes there has been some deformation according to the heightmap displayed after running G29.
What sort of grid are you probing with G29?
Frederick
-
Are you running G29 every time before a print, or running it once and loading the saved heightmap? If loading, how and when is it being loaded? Have you triggered your z trigger height? What type of probe is it? How are you homing Z?
Please post your config.g and homing files so we can see what's going on. Your slicer start gcode is also relevant.
-
Hi,
I have a Little Monster and use a bl-touch for probing.
The plate is glass.Here is my config.g and bed.g
Hope anybody finds the mistake.
In this Moment I checked the mechnical configuration. The heigt of the upper carriers above the bed differs by About 0,05mm.
The saved heightmap Looks like this.
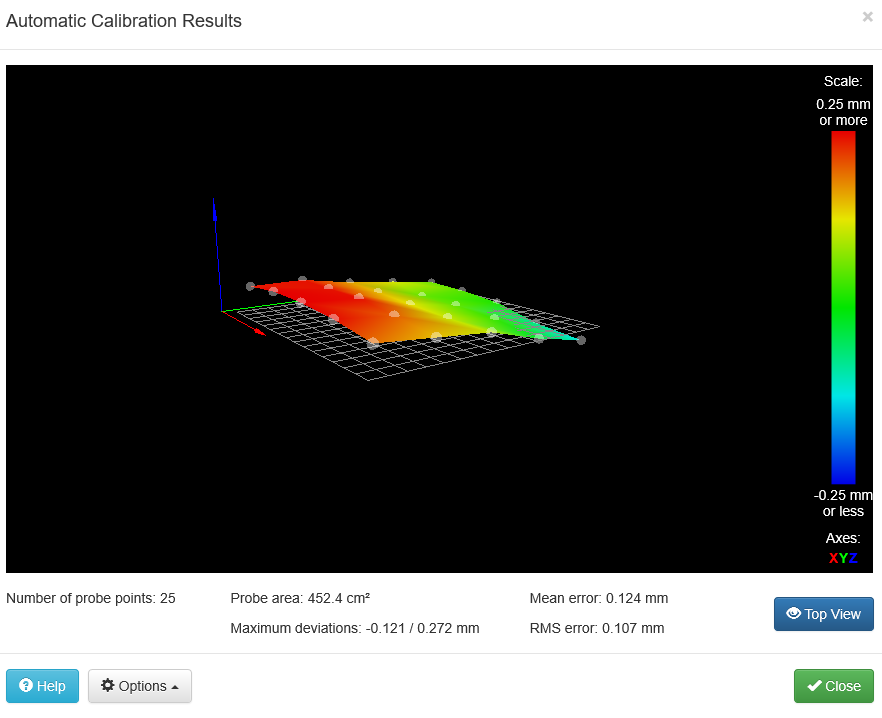
quite bad but 0,39 mm over all should not be too much for compensation I think.As the print reaches the lower area of the plate, print gets loose.
Thanks for your Feedback
Marc -
-

-
M350 E64 I1 ; Configure microstepping without interpolation
M350 X64 Y64 Z64 I1 ; Configure microstepping with interpolationthe duet ethernet does support interpolation at x64 only at x16
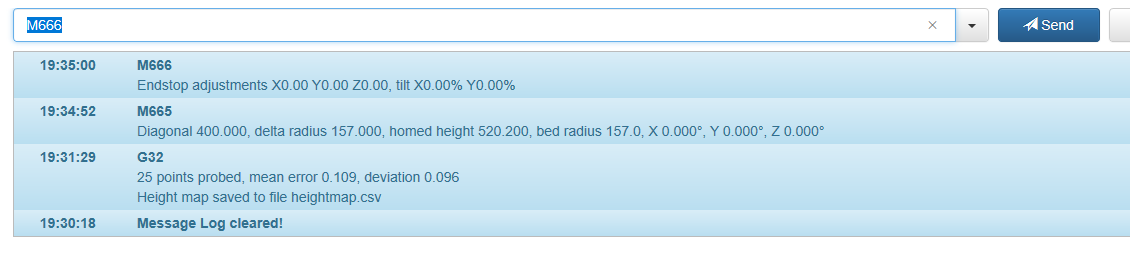
M665 R157 L400 B157 H520.2 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; Put your endstop adjustments here, or let auto calibration find themthis does not look like the result of auto calibration. please post your config overwrite.
M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1
B4138 is the default and almost certianly wrong for your hotend.
G31 P25 X0 Y0 Z0.9; Set Z probe trigger value, offset and trigger height
if you have a bltouch this is wrong, as the offset is missing. this will cause your printing problems.
M558 P4 X0 Y0 Z1.75 H3 F200 T5000
P9 is for bltouch.
-
I use a duet WiFi, should be fine?
autocalibration was running right in the moment, no changes to be found
Hot end runs perfect
the bltouch offset should be something About 25mm in Y, correct
what is the difference between P4 and P9?
-
@Quattro500 said in Heightmap seems to be not used:
I use a duet WiFi, should be fine?
autocalibration was running right in the moment, no changes to be found
Hot end runs perfect
the bltouch offset should be something About 25mm in Y, correct
what is the difference between P4 and P9?
Duet Wifi can also only interpolate x16 to x256. If you switch to X16 with interpolation you'll likely notice the motors are much quieter.
You'll have to measure the distance between the probe tip and the nozzle for the X Y offset. And also calibrate the Z trigger height.
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
What firmware version are you using? There was a homed height bug in firmware 2.03. Best to use 2.04 for a delta.
P9 is the probe type dedicated to the BlTouch.
-
Offset is updated. but that should not cause the problem I think.
Firmware is 2.0. I'll update right now and Change to P9 for BLTouch.
Again thanks to all helping a gearhead struggling with programming.
But the auto-calibration does not Change anything in the config.g. What's wrong here?
-
You should go through this document carefully if you haven't already after you've updated the firmware.
https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer
The auto calibration results need to be saved. And then G29 can be run afterwards.
-
I did not update but tried this:
I do not get a config-override.g or any Change in the values.
Where to pick up the Version 2.04?
-
@Quattro500
please read the article linked by pheadrux. all the information is there -
Hello all,
I'm back again on this Topic.I had a detailed readtrough the docoments and now it should be right.
But I still don't get a bed leveling while printing.
After G32 and M500 I started a print with a G29 S1 in front (no homing after G32) but still the same behaviour I think.
A M122 give this info:
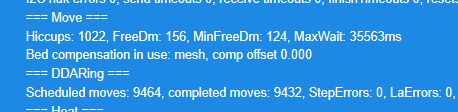
Is this correct? Bed-leveling active? The print Shows not, but I'm no sure.Any ideas?
-
@Quattro500 said in Heightmap seems to be not used:
After G32 and M500
Do you also have M501 at the end of config.g to load the saved calibration at startup?
-
Yes I have. But as I did not start up after G32 These changes in the overload file may been calculated. Could that be the reason.
I'll start up right now. and start again. -
may not have been calculated I wanted to say
-
Hello again,
Printer runs fine after calibration and Manual leveling of the bed. Heightmap Shows a max error of 0,1mm. works fine but still the first layer seems not to be equal thick. wide and quite thin ropes in first layer. thickness is not equal. does not really influence the print but still not understood.
Very interesting fact: height map Shows an error of -0,1 mm for a Region of the bed where the widest ropes are printed. Can there be a +/- mismatch somewhere?
BR Marc