Height Map and Leveling Issues + Head Movement
-
I have a corexy that I built about three months ago and have been slowly rebuilding and tweaking a few components. It has 300 X 300 heated bed, Chimera hotend, BLTouch probe, and Duet 2 Wifi board.
I have been getting better quality prints as time goes by, until a couple of days ago. A cover plate that I previously had printed just refused to print the first layer without peeling, delaminating, tearing, and about everything else that could go wrong. First thing I did was to run the mesh control, and this is what I got: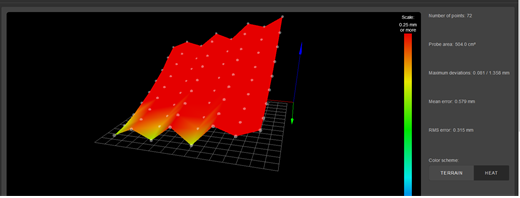
The repeating geometric pattern is a real clue that something is up, any ideas?
Also, according to this map, the bed is out of level about 1.2mm. I have it leveled fairly well with a .05mm feeler gauge, and I know that it is not out that far. Not even close. I have uniform "feel" at all four corners and a few midpoints, so this is another mystery. The first couple times that I ran the mesh compensation, a follow up with M122 diagnostics showed a platform error status of 4. That last few times, there is no error.
I have releveled and recalibrated the BLTouch and bed quite a few times with no improvements or changes.The other problem that cropped up is that the print head no longer moves uniformly. If I move it almost any distance over 10mm with either web control or the touchscreen, it surges. The stepper runs fast, then slow. Sometimes it will speed up again for a third "surge". It is much more prevalent in the X axis moves (every time) than Y axis moves (maybe 1 out of 5). I have checked motor connections and board connections, and they are all fine. Power supply output is not varying, so I am really confused about this as well.
I have made no changes to any of the configuration files other than the Z trigger height for over a month.
I have been running firmware 2.04 RC* until this afternoon I flashed on the release version of 2.04, twice. This also did not change any of this odd behavior.
Thought, comments, suggestions are all greatly appreciated. -
@tdm418 Does the Z axis surge, too, or is this an exclusive behaviour of X/Y?
-
Thank you for the reply:
Great question, but unfortunately the answer is no. It's another part of the anomaly, the X axis is almost 100% prone to this, the Y axis is about 20%. I have not experienced it at all with Z. -
@tdm418 So, looks like you got two separate problems. As I have no coreXY, you better wait for one of the experts to join this thread. Luckily, most of the most helpful members of this forum seem to have a coreXY sitting on their shelves.
Talking about Z, your hight map looks rather weird, given that you obviously know what you are doing: after you have levelled the bed carefully, the map should not deviate that much from the bed’s plane.
Just a guess: Do you move your platform with two or more lead screws? Do you perhaps synchronise these with the help of a belt? If and only if this is true, I can imagine the belts to be the common source of both problems…
-
can you turn off the bed compensation and see if the movement still surges?
what can happen is that while moving, it needs to adjust the z position. so it needs to slow down and wait for it to happen.
-
The clue to the height map is that RRF probes alternate rows in alternate X directions. So ridges parallel to the X axis indicate that the nozzle height and/or the probe height depend on whether you approach the point from the +X or -X direction.
The surges you mention are a direct result of the height map. RRF is slowing down motion at the peaks ans troughs of the ridges in order to meet the Z jerk limit when crossing them.
-
Thanks for all the input.
@infiniteloop - I have two screws that are not physically connected or synced.
@Veti - Yes, turning off compensation allows for smooth movement
@dc42 - So why would this problem suddenly pop up, and what is there to be done about it? -
@tdm418 said in Height Map and Leveling Issues + Head Movement:
So why would this problem suddenly pop up, and what is there to be done about it?
worn down bearings for example.
your print head assembly is not rigid enough and allows for roational movement
-
The printer is only a couple of months old. Everything is still tight and responsive, and I regularly check all my bearings, belt tension, and print head assembly. Also, the problem is surfacing during mesh compensation, which doesn't stress any of the mechanisms or head very much at all.
-
Can you post your config.g, bed.g and homing files?
How is the BLTouch mounted?
-
-
Hi,
Try writing a macro that does a series of G30 S-1 commands
That command probes the bed are the current X,Y position and reports the triggered height of the Z probe.
It will let you know if the probe is consistent.
You can try different X,Y locations and compare the results.
Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
In homeall.g and bed.g
M401 ; deploy probe
G30 ; home z0
M402 ; retract probeYou should remove the M401 and M402. Unnecessary since the firmware will deploy and retract as needed.
From config.g
M558 P9 H5 F500 T6000
Your dive speed is 500mm/min but your maximum Z axis speed is set to 360mm/min. Either way this is higher than the recommended speed of 120mm/min. I don't think this explains your heightmap, but it should help the BLTouch be more consistent.
G31 X35 Y0 Z1.202 P5
The P value is for trigger sensitivity. For the BLTouch it's recommended to be P25.
-
@fcwilt, there was little consistency moving the probe and testing different areas. There appeared to be good uniformity, as one corner of the bed gave low values, and the other corner gave high values, and all points in between seemed to be pretty linear in their reported values. But overall, from the minimum value to the maximum was over 1mm. This is probably symptomatic of the problem, but I still don't have any idea what the problem is.
@Phaedrux, I edited the files as you recommended. Reran mesh compensation and the height map has the same patterns in it. It appears lower relative to the mesh, but not much else has changed.
-
Hi,
Sorry I wasn't clear.
I wasn't expecting different areas of the bed to give the same reading, I was just interested if the probe gave consistent readings when repeated at a given position, regardless of position.
Different positions are going to likely yield different readings but any given position should yield consistent readings.
Frederick
-
You can try adding some rest time between probe points to let the bltouch settle.
M558 R0.5
But that pattern would appear to be mechanical in nature. Backlash.
-
-
@fcwilt, I do get pretty consistent results in the same location. I was under the impression that the value returned was the z offset to the from the nozzle, or more from Z=0, to the height that the probe triggers at. If that is the case, why shouldn't the value be the same regardless of the probe's location, as that is pretty much a fixed distance?
-
@infiniteloop, I have poked, probed, and prodded every component on this printer and can find nothing loose, slipping, or moving. It seems like the logical and probable cause of my pattern, but I can't find anything at all...
-
@tdm418 said in Height Map and Leveling Issues + Head Movement:
why shouldn't the value be the same regardless of the probe's location, as that is pretty much a fixed distance?Because the glass isn't flat, the mechanics aren't perfect and there really isn't anything in this world that is a 'fixed distance'. Heck, even continents move!
