Tevo Little Monster + Duet Wifi issues
-
Recently upgraded to a duet wifi and im having issues with homing and a slight problem with auto calibration. I followed Design Prototype Tests youtube guide to get me up and and running. The printer is a tevo little monster with a genuine bltouch and everything else is stock.
Problem #1. When i home i get the Error: G0/G1: target position not reachable from current position. It homes fine and from what i can tell nothing is wrong but it throws that error every time i home with either a G28 or the home all axis button. I read a post from HarveyS with a similar issue and his solution did not work for me.
My config.g
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Tevo Little Monster" ; set printer name
M665 R155 L397.19 B155 H525 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S1 ; enable FTP
M586 P2 S1 ; enable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes backwards
M569 P1 S1 ; physical drive 1 goes backwards
M569 P2 S1 ; physical drive 2 goes backwards
M569 P3 S0 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z80.00 E403.00 ; set steps per mm
M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E1200 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 Z0 S1 ; set minimum Z; Endstops
M574 X2 Y2 Z2 S1 ; Define active high microswitches
M558 P1 X0 Y0 Z0 H5 F120 T6000 ; Set Z probe type to unmodulated, the axes for which it is used and the probe + travel speeds
M557 R130 S20 ; Define mesh grid; Z-Probe
M307 H3 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch
M558 P9 H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X0 Y20 Z1.627 ; set Z probe trigger value, offset and trigger height
M557 R150 S45 ; define mesh grid; Heaters
M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S80 ; set temperature limit for heater 0 to 80C
M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M106 P0 S0.3 I1 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P2 S1 I1 F500 H-1 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I1 F500 H1 T50 ; set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0:2 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossProblem #2. When i auto calibrate it seems to be skewed a little to the right and doesn't prob the top third of the bed (under the z motor)
My bed.g
; bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v2.1.3 on Fri Nov 29 2019 05:58:26 GMT-0700 (Mountain Standard Time)
M561 ; clear any bed transform
; Probe the bed at 6 peripheral and 6 halfway points, and perform 6-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0 Y132.28 H0 Z-99999
G30 P1 X121 Y69.86 H0 Z-99999
G30 P2 X129.9 Y-75 H0 Z-99999
G30 P3 X0 Y-150 H0 Z-99999
G30 P4 X-129.5 Y-75 H0 Z-99999
G30 P5 X-121 Y69.86 H0 Z-99999
G30 P6 X0 Y59.15 H0 Z-99999
G30 P7 X56.09 Y32.38 H0 Z-99999
G30 P8 X64.95 Y-37.5 H0 Z-99999
G30 P9 X0 Y-75 H0 Z-99999
G30 P10 X-64.95 Y-37.5 H0 Z-99999
G30 P11 X-56.09 Y32.38 H0 Z-99999
G30 P12 X0 Y0 H0 Z-99999 S6
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)If i need to add anything or change anything please let me know. Also i am terrible with the technical software stuff so go easy on me : )
-
Please post also your "homedelta.g" file
-
@Bender said in Tevo Little Monster + Duet Wifi issues:
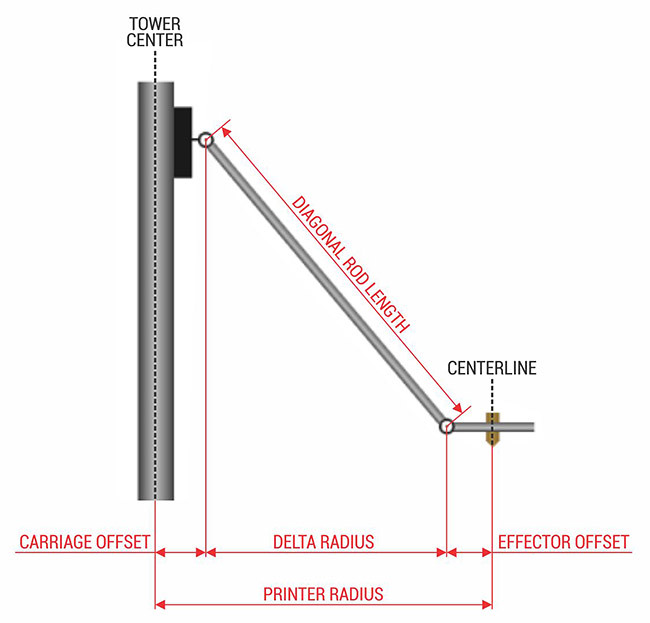
M665 R155 L397.19 B155 H525
R is the HORIZONTAL distance from "pivot to pivot" between an effector joint and a carriage joint (when the effector is at X0Y0). Shown as Delta Radius below. Typical values for R are in the 170 area for TLMs. Having 155 in there will throw many things off. Way off.
B is the printable radius of the bed. It will be slightly less than Printer Radius below, depending on how the bed is setup. 155 is a reasonable value for a TLM.
L is Diagonal Rod Length in the diagram below. This should be labeled on the rods, or taken from previous firmware. I believe 397.19 is probably OK, but I have no way to verify. If you chose to re-measure this, be sure you measure "center to center".
H is Height (aka max Z). It is OK to set this larger than the printer, and figure out what it really is during the first few calibration runs.
Ignore Carriage Offset and Effector Offset in the diagram; some old firmware used them.
-
; homedelta.g
; called to home all towers on a delta printer
;
; generated by RepRapFirmware Configuration Tool v2.1.3 on Sun Dec 01 2019 22:19:07 GMT-0700 (Mountain Standard Time)
G91 ; relative positioningG1 H1 X705 Y705 Z705 F3600 ; move all towers to the high end stopping at the endstops (first pass)
G1 H2 X-5 Y-5 Z-5 F3600 ; go down a few mm
G1 H1 X10 Y10 Z10 F360 ; move all towers up once more (second pass)
G90 ; absolute positioning
G1 X0 Y0 F6000 ; move X+Y to the centre -
I believe that several problems are coming from R being so far off.
-
I have adjusted the R value. But my other problems persist
-
@Bender said in Tevo Little Monster + Duet Wifi issues:
I have adjusted the R value. But my other problems persist
If you're talking about problem #1, that you get "Error: G0/G1: target position not reachable from current position" in homedelta.g, it's probably the last G1 X0 Y0 move, which the printer may not be able to complete depending on the axis positions. Move down in Z before this move. So your homedelta.g would be:
; homedelta.g ; called to home all towers on a delta printer ; ; generated by RepRapFirmware Configuration Tool v2.1.3 on Sun Dec 01 2019 22:19:07 GMT-0700 (Mountain Standard Time) G91 ; relative positioning G1 H1 X705 Y705 Z705 F3600 ; move all towers to the high end stopping at the endstops (first pass) G1 H2 X-5 Y-5 Z-5 F3600 ; go down a few mm G1 H1 X10 Y10 Z10 F360 ; move all towers up once more (second pass) G1 Z-5 F6000 ; *NEW* move down a few mm so that the nozzle can be centred G90 ; absolute positioning G1 X0 Y0 F6000 ; move X+Y to the centreIan
-
@droftarts it would seem you've hit the nail on the head. I've tried your suggestion and it worked so thank you very much. Problem #1 is dead and gone.