Pressure advance doesn't affect the printed model
-
Hello,
just installed the original E3D Titan and Capricorn tube (~400mm), and my test print with pressure advance calibration seems to have no difference between layers. I tried to print the single-perimeter cylinder as was mentioned in this topic.
So, details: I have inserted lines like this before each layer:
M572 D0:1 S0.13(I was experimenting before with pressure advance, and recommended command had no effect but this one also doesn't)
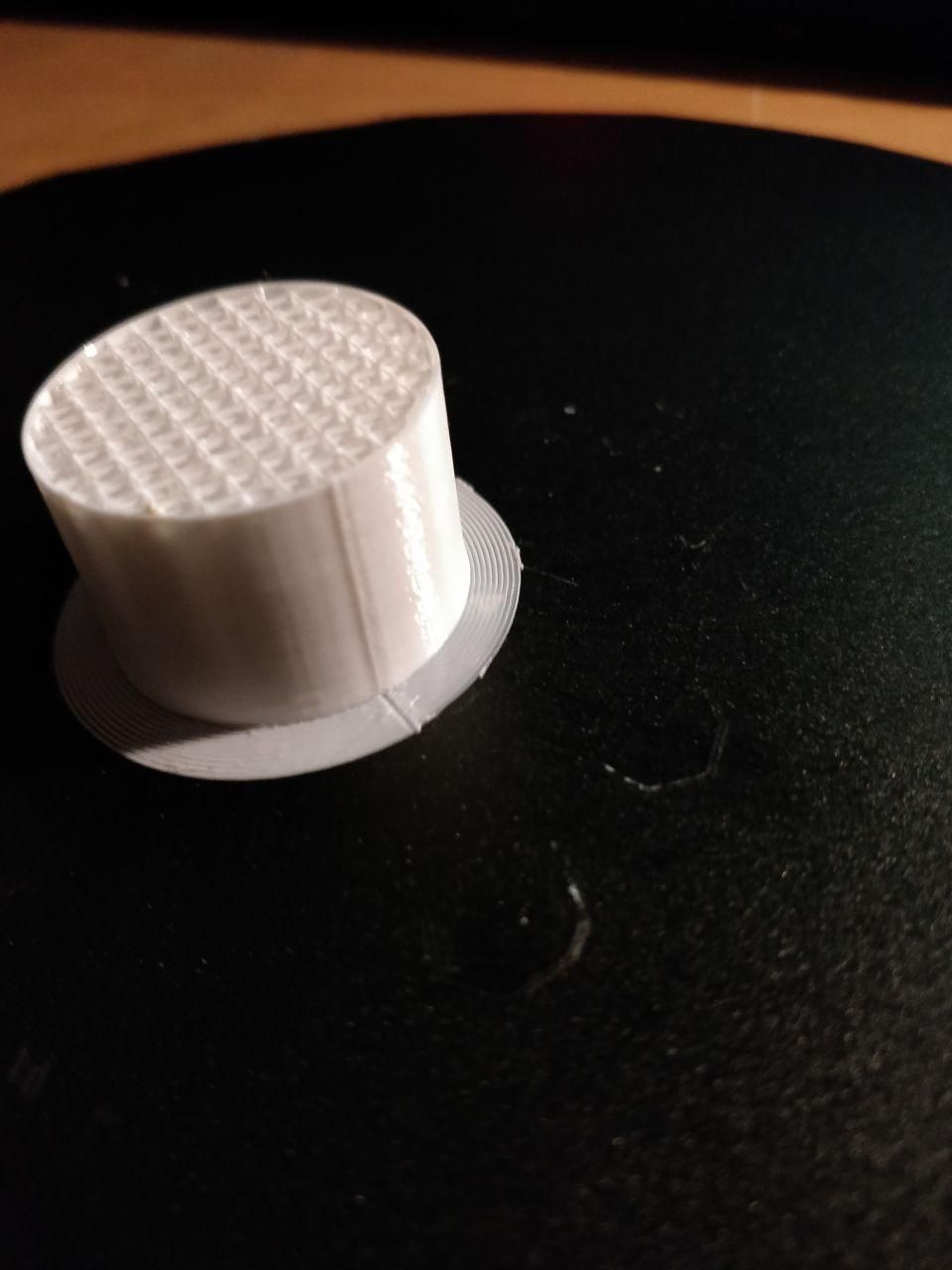
The printed model looks like this (I have set all the retractions on one side, retraction is set to 2mm@100mm/s):

According to previous recommendations, extruder jerk might be too low, currently, I have more or less default one from the configuration wizard:
M92 X1600.00 Y1600.00 Z1600.00 E1618.18; ; Set steps per mm E was 400 M566 X1000.00 Y1000.00 Z1000.00 E1200.00 ; Set maximum instantaneous speed changes (mm/min) M203 X3000.00 Y3000.00 Z3000.00 E1200.00 ; Set maximum speeds (mm/min) 3000 M201 X250.00 Y250.00 Z250.00 E1000.00 ; Set accelerations (mm/s^2) 250 M906 X2000.00 Y2000.00 Z2000.00 E1500.00 I60I am a bit afraid to make jerk higher or increase Titan tension because it grinds filament so easily.
So, where to start digging into the problem?PS: I also have strange stringing there but it seems to be low tension in Titan itself, not yet sure
-
Just noticed that max extruder speed is 20mm/s, seems to be the problem by itself
Anyway, if someone has working Titan settings, it would be nice to see. -
I would suggest trying to raise your extruder values so that they are not able to limit your speeds artificially. Then pressure advance can be more easily used to tune your extrusion.
The X Y Z acceleration is super low in M201, which is also limiting things.
And as you said, your maximum speeds are set low. 100mm/s retractions are not possible when limited like that.
-
So, tried higher settings - still no luck, exactly same picture. Now my config looks like:
M92 X1600.00 Y1600.00 Z1600.00 E1618.18; ; Set steps per mm E was 400 M566 X1000.00 Y1000.00 Z1000.00 E1200.00 ; Set maximum instantaneous speed changes (mm/min) M203 X3000.00 Y3000.00 Z3000.00 E6000.00 ; Set maximum speeds (mm/min) 3000 M201 X250.00 Y250.00 Z250.00 E1500.00 ; Set accelerations (mm/s^2) 250Pressure advance changes from 0 to 0.3, layer by layer.
-
@Phaedrux said in Pressure advance doesn't affect the printed model:
The X Y Z acceleration is super low in M201, which is also limiting things.
Your still using very very low XY acceleration.
And your print and travel speed is still capped at 50mm/s.
Pressure advance simply won't be noticeable at such Slow speeds.
-
@Phaedrux those settings are for the Delta printer, as I understood, it defines carriages acceleration, or is it cartesian speeds? And what numbers would you suggest?
I lowered settings for testing purposes, currently, my Delta works on lead screws with PTFE nuts, so I was afraid to damage them, but generally, it should work on higher speeds.
-
@Phaedrux said in Pressure advance doesn't affect the printed model:
@Phaedrux said in Pressure advance doesn't affect the printed model:
The X Y Z acceleration is super low in M201, which is also limiting things.
[...]
Pressure advance simply won't be noticeable at such Slow speeds.
I disagree. I think PA works just as well no matter how fast or slow things are going. The system maintains coordination. The only problem that can arise is heat soak if the speed is too slow. Otherwise, in my experience, PA works flawlessly even at slow crawl speeds (which were due to experimentally ultra-low E jerk values, which in turn reduced XY acceleration dramatically to the point where the nozzle couldn't have been moving faster than 5 mm/s).
-
So, made jerk and acceleration even higher - still no change.
According to docs, PA can be defined anywhere, but what about the case when it is defined in both config.gcode and model Gcode? Does firmware ignore PA changes if it was defined by the config? -
As for the answer to why you are not seeing the effects of PA: is it possible that the amount of PA applied to moves is merely not many steps, and therefore doesn't affect the print very much? With conservative accel values, PA doesn't do as much. PA is directly related to actual current instantaneous acceleration. If you aren't accelerating all that much, the value of 0.13 in PA isn't adding too much advance or retarding too much.
-
@bot well, model was made with PA values from 0 to 0.3 which is high enough for 400mm Capricorn. Also, I have ramped up values before last test print:
M92 X1600.00 Y1600.00 Z1600.00 E1618.18; ; Set steps per mm E was 400 M566 X1000.00 Y1000.00 Z1000.00 E3000.00 ; Set maximum instantaneous speed changes (mm/min) M203 X3000.00 Y3000.00 Z3000.00 E6000.00 ; Set maximum speeds (mm/min) 3000 M201 X250.00 Y250.00 Z250.00 E2500.00 ; Set accelerations (mm/s^2) 250 -
@skayred I've noticed, when changing PA values in real time during a print, that it can take a bit of time for the PA to be applied from when the command is sent. Could this be the case? I suggest setting PA via web console right before a print, just for testing purposes, and remove all other M572 commands just for troubleshooting.
-
@bot I have tried to do the same but with config change and reboot - no visible difference. It seems that I miss some simple step in the configuration..
-
@skayred I think you may be lacking a basic understanding of how pressure advance works, or more importantly what happens inside a hot end that requires pressure advance to compensate. There are essentially two things that happen. At the start of a move, the print head accelerates up to speed. So does the extruder but it takes time to melt the filament and force it through a small nozzle. Also, some of the initial filament acceleration can be taken up by deformation within the Bowden tube. So the rate of change of filament coming out of the nozzle can lag behind the rate of change of the carriage. The net result is that there may be under extrusion at the start of a move. During the constant speed part of the move, the pressure will eventually reach an equilibrium. The second thing that happens is at the end of the move when the opposite occurs. That is to say, the print head starts to decelerate immediately but because of the latent pressure that has built up, the filament coming out of the nozzle does not decelerate at the same rate. despite the fact the extruder itself decelerates the pressure will cause the filament to ooze out of the nozzle. The net result of that, is that there can be over extrusion at the end of a move.
It therefore follows that the faster the carriage accelerates and decelerates, the higher the lag between the print head and the extruded filament coming out of the nozzle. So at low carriage accelerations like the 4mm/sec^2 that you are using, there may be very little lag or none at all. i.e. there may not be a pressure problem, which is why compensating for it has no effect.
-
@deckingman 4 mm/s/s? It seems he was using 250 mm/s/s accels.
*not actually a robot
-
Read some threads about pressure advance, and people mention that extruder gear should 'shake' like shown on this video:
by DCMy gear moves only for retraction and back, no small shakes. It seems that PA is just ignored, isn't it?
-
@Phaedrux Re-reading what I wrote, I love how I disagree with you then go on to say in another post exactly what you said.
I interpreted your words incorrectly before. PA might not be NOTICEABLE, but it should still have an effect on extruder position. Sorry for disagreeing before. lol.
-
@bot said in Pressure advance doesn't affect the printed model:
@Phaedrux Re-reading what I wrote, I love how I disagree with you then go on to say in another post exactly what you said.
I interpreted your words incorrectly before. PA might not be NOTICEABLE, but it should still have an effect on extruder position. Sorry for disagreeing before. lol.
No worries, you got there in the end.

Slow speeds and slow acceleration means there's not much pressure to mitigate, so you're not going to see the extruder flying about since it doesn't have to.
Try increasing your M201 max speeds to 9000 and your acceleration to 1500 and try printing at a higher speed like 80mm/s. You'll likely start to see some effect from PA.
-
@Phaedrux will try tomorrow and hope teflon will handle such acceleration

-
@bot said in Pressure advance doesn't affect the printed model:
@deckingman 4 mm/s/s? It seems he was using 250 mm/s/s accels.
You are right - where did that 4 come from? I was dealing with someone else via a Hangout session at the same time and got the two confused (But 250mm/s^2 is still very low).
-
So, I have increased all the settings to the recommended XYZ 6000 speed and 1500 acceleration - layer start started being less noticeable but, most importantly, the pattern still same from layer to layer (printed at 60mm/s):
so, speed seems to be not the case. Any ideas?
PS - G-code reference mentions that pressure advance "Supported by RepRapFirmware-dc42, -ch and -dn." while I have 2.04 without any suffixes, could it be the problem, that I have the wrong version that just doesn't support PA?