Hypercube Fusion movement help
-
I think the way you have them wired is alright, just that the pairs are swapped such that the rotation direction is reversed from how it's expected. Which is fine because it can be altered in software anyway with the drive direction command.
If you had the motor pairs wired in an unmatched fashion it wouldn't spin and you'd get some warnings in the console. It can also potentially cause damage.
The whole 1A 1B 2A 2B A A/ B B/ thing is pretty confusing, I agree.
In your case though by the look of the motor spec PDF the colors of the wires look like they actually match the colors of the plugs on the duet wiring diagram, which isn't always the case.
So on the motor the pair is denoted by the letters (A's together and B's together). And on the duet the pairs are denoted by the numbers (1's together, and 2's together).
So in the PDF it says that black (A) and green (A/) are a coil pair, and red (B) and blue (B/) are a coil pair.
And on the duet black (1B) and green (1A) are a pair, and red (2B) and blue (2A) are a pair.
So
black (A) to black (1B),
green (A/) to green (1A),
red (B) to red (2B),
blue (B/) to blue (2A).I hope that makes sense.
If you decide to swap them around to match the colors I think that would verify that the rotation direction changes.
-
@Phaedrux ok im confused sorry.
Do I wire them in the order ofblack (A) to black (1B),
green (A/) to green (1A),
red (B) to red (2B),
blue (B/) to blue (2A).Which I don't understand as the order of the pair looking at the wiring diagram on the duet 2 it shows that it is.
black (A) to black (1B),
green (A/) to green (1A),
blue (B/) to blue (2A).
red (B) to red (2B), -
I'll have to double check when I get back home butt I though I had it right...
-
@Phaedrux I have just changed it so that it is
black (A) to black (1B),
green (A/) to green (1A),
blue (B/) to blue (2A).
red (B) to red (2B)I will run simple move tests and let you know what it is doing.
-
@RAM said in Hypercube Fusion movement help:
G1 S2 X10 moves to the rear right corner
G1 S2 Y10 moves to the front right cornerDid you remember to send G91 before sending those commands?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 I sent these commands after manually moving the print head to the middle of the bed.
G92 X150 Y150 Z5then followed by these
G1 S2 X10G1 S2 Y10I have changed the motor wires around so that they are:
black (A) to black (1B),
green (A/) to green (1A),
blue (B/) to blue (2A).
red (B) to red (2B)then I run the tests sending the above commands and also using the DWC to do the +/- Y & X axis moves.
I get the following
-x moves left
+x moves right
-y moves to the front of the printer
+y moves to the rear of the printer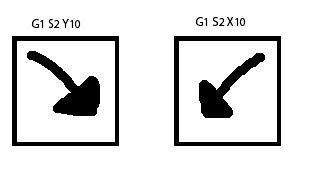
-
You must send G91 before testing the motors with those G1 S2 commands. Try it and I think you will see the motors move in different directions, which will end @Phaedrux's confusion.
The responses to jogging in the + and - X and Y directions look correct now.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 you will have to forgive me I am useless with gcode.
so do I send
G91 then G1 S2 Y10 ? or all together as 1 string ?
-
@RAM said in Hypercube Fusion movement help:
@dc42 you will have to forgive me I am useless with gcode.
so do I send
G91 then G1 S2 Y10 ? or all together as 1 string ?
Either will work.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
G91 G1 S2 X10 now moves diagonally from left front to right rear
G91 G1 S2 Y10 now moves diagonally from left rear to right front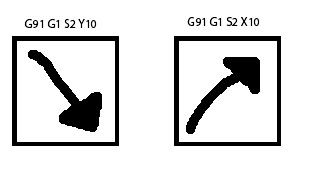
-
@RAM said in Hypercube Fusion movement help:
@dc42
G91 G1 S2 X10 now moves diagonally from left front to right rear
G91 G1 S2 Y10 now moves diagonally from left rear to right frontThat's exactly right. Now you just need to get the M574 endstop definitions in config.g right, and the homing files.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
Just tested the X, Y & Z homing indviually and they are working perfectly.When I use the home all the X homes fine but when it does the Y it does the 1st home and then runs off to the right for some reason ??
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Jan 26 2020 18:02:23 GMT+0000 (Greenwich Mean Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-315 F1800 ; move quickly to X or Y endstop and stop there (first pass) G1 X5 F6000 ; go back a few mm G1 H1 X-315 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y325 F1800 ; home Y axis G1 Y-15 F6000 ; go back a few mm G1 H1 Y315 F360 ; move slowly to X axis endstop once more (second pass) G90 ; absolute positioning G1 X150 G1 X150 Y130 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ;G1 X0 Y0 Z5 ; return to a parked position -
Figured out what was happening the G1 X150 after the G90 was causing it to slip but not sure why it was running off to the right after.
I have to undock the Y axis from the endstop before any X moves.
only thing I can't work out now is why the middle of the bed is off for Z probing. When it homes and does the last part for the first bed probe it is not in the middle as it was before.
-
The assumed positions when the homing switches trigger are the same as the axis limits set by M208. So M208 indirectly determines the coordinates of the centre of the bed. See https://duet3d.dozuki.com/Wiki/Centering_the_bed_or_setting_the_bed_origin.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 when I home the X & Y Individually it is showing me in the DWC that X 0.0 but Y 320.0
I measured the center of the bed when I 1st got it all moving so I knew exactly where the center was when I moved the print head to the center and it was showing X 146.0 Y 130.0 and if I was to home all it would move to the center.
now if I home all it ends up almost to the front of the bed in the middle and the DWC shows that it thinks it is at X146 Y130 ??
This is what it says in my config.g
; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X310 Y320 Z480 S0 ; set axis maxima; Endstops
M574 X1 Y2 S1 ; set active high endstops
M574 Z1 S2 ; set endstops controlled by probe -
@dc42 said in Hypercube Fusion movement help:
which will end @Phaedrux's confusion.
It'll take a lot more than that.
")
I think the G91 was in one of the first tests but I should have made it explicit.
Thanks for the sanity check.
-
@RAM said in Hypercube Fusion movement help:
I have to undock the Y axis from the endstop before any X moves.
What does this mean?
You can add another -Y move to the homing file after the second endstop pass to get it out of the way.
G1 H1 Y325 F1800 ; home Y axis G1 Y-15 F6000 ; go back a few mm G1 H1 Y315 F360 ; move slowly to X axis endstop once more (second pass) G1 Y-15 F6000 ; go back a few mm for clearance G90 ; absolute positioning@RAM said in Hypercube Fusion movement help:
when I home the X & Y Individually it is showing me in the DWC that X 0.0 but Y 320.0
That's correct because you X endstop is at the low end of travel and the Y endstop is at the high end of travel. You mentioned earlier that you could relocate the Y endstop to the front of the printer. If that's easy to do you can go ahead and do that. You'd have to change the M574 Y2 to be M574 Y1 to tell it that the endstop is now at the low end. Then you would have to change the homing files to reverse the directions of the Y moves because now it would have to move to the front instead of the back.
@RAM said in Hypercube Fusion movement help:
now if I home all it ends up almost to the front of the bed in the middle and the DWC shows that it thinks it is at X146 Y130 ??
It almost sounds as if the steps per mm are incorrect so that it's moving more than expected. Take a ruler and measure how far the head actually moves when you tell it to move 10mm in X and then in Y.
-
@Phaedrux
G1 Y-15 F6000 ; go back a few mm for clearancethis is there because if I don't have it then it clips the Y endstop as it moves out to do the Z probe in the centre of the bed.I don't know why the steps would be out as I haven't changed them at all. I will see if I can find the original config.g file and compare them to the latest config.g
-
@Phaedrux I have measured the X & Y and they are both at 10mm when asked to do 10mm movements (I checked a couple of times)
 if the steps are correct then whatelse could it possibly be ?
if the steps are correct then whatelse could it possibly be ?in my homeall.g file it tells it to home and then probe the bed at X 146.0, Y130.0 which is what it was before. I got the center of the bed again and now it is X 146.0, Y 190.0 which I changed in the homeall.g file and it seems to be working as it should again when using the home all.
I have no idea as to why it has changed but something is still not right.
It will home to the center of the bed but as soon as you try and do a print it is way off on the Y axis as it starts to do the print like it was before I did the new settings in the homeall.g I have a printable area of Y270mm, X280mm even though the bed is 310 x 320.What I can't understand is that before when it was printing the dimensions right just mirrored. now that it is moving in the right directions it seems to have thrown all the dimensions out ?
I set off a test print to almost the full dimensions of the bed and you can see how far off the Y axis is when it tries to print, it is about 40mm out
EDIT**
I have moved the Y endstop to the front and switched back to my old homeall.g & homey.g files and they seem to be homing in the right places. I am going to try and do a test cube to see what happens.EDIT
still printing to far forwards on the bed for some reason. would I be better off just redoing the whole of the RRF configuration tool again from the start ?
as you can see from my Z axis leadscrews the cube is printing about 20-30 mm to far forwards and when it starts the print and does the nozzel wipe the nozzel is off the bed to start with
-
@RAM said in Hypercube Fusion movement help:
Y270mm, X280mm even though the bed is 310 x 320.
We can account for that difference in the M208 commands to define the size of the bed. Here's how.
Jog the nozzle so that it's at the front left corner of the printable area.
Send
G92 X0 Y0to tell the firmware that this is what we can to consider the origin point of the printable area.Now jog the head to the left until the endstop just triggers. The X position will be a somewhat negative value because it's to the left of our 0,0 origin. Use that negative value for the M208 X minima.
Now do the same for the X+ side and jog the nozzle all the way to the right so that it's just on the edge of the printable area, or as far as the travel will allow it to go. Now use that X position as the M208 X maxima.
Then do the same for Y min and max.
Then in your slicer you may have to update the maximum bed size.