Nozzle to high after switching to IR mini
-
Hi everyone!
I'm new here, my name is Edi. I'm currently building a BLV mgn Cube. While waiting for my other parts, I temporarily updated my old cartesian Ender 3 with the Duet 2 Wifi. I just changed the board and did some prints, which went smooth. Then I also fitted the IR mini probe (double side tape to the side of the cold end fan case). This is where my problems started.
First things first, my versions are:FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernett FIRMWARE_VERSION: 3.0 ELECTRONICS: Duet WiFi 1.02 or later FIRMWARE_DATE: 2020-01-03b3Duet Web Control 2.0.4.
I think the relevant config files are these: homez.g homeall.g config.g bed.gI have to admit that my experience with Duet is about a weekend, but I'm rather good in electronics and programming.
So first I set up sensor Z homing
(G30), as sometimes I print on glass, other times on PEI on spring steel, I thought this might be the biggest improvement so I don't have to screw around the screws all the time. But all the steps described here where performed on the PEI, as I did not manage to even print PLA on PEI.
I calibrated the Z probe as described here and this worked great. After several power cycles and screwing around the bed screws a little, after aG28,G28 Z,G1 Z0there was a small scratching on the paper I placed under the nozzle before theG1 Z0. What I saw is, that after the Z homing, Z is always on 5.13. I suppose this is OK, it's the dive value (3mm) plus the probe Z offset (2.127mm).Then I wanted to level my bed mechanicaly by
G32. Here I noticed that point 1 never needs manual corrections, it's alvas on 0.00. For example here in the second command, I would expect it to be one mm to low, as I intentionally misshomed the Z axis by one mm:21.1.2020, 15:05:00: G28 21.1.2020, 15:05:33: G32: Manual corrections required: 0.00 turn up (0.00mm) 0.08 turn down (0.05mm) 0.02 turn up (-0.02mm) 0.13 turn down (0.09mm) 21.1.2020, 15:05:50: G1 Z1 21.1.2020, 15:06:02: G92 Z0 21.1.2020, 15:06:35: G32: Manual corrections required: 0.00 turn up (0.00mm) 0.06 turn down (0.04mm) 0.04 turn up (-0.03mm) 0.12 turn down (0.08mm)Is that intended? I would assume that the manual bed corrections would be relative to Z0, not to the first point. If it's relative to the first point, am I supposed to use the Z homing position (calculating in the X and Y probe offset, as they are not applied when using G30) as the first point? Or is it a misconfiguration on my side?
So I went on and did a
G29(not entered as a command, but pressed the button on the DWC). Oh my good, my bed is really bent! How did I ever manage to get any decent PETG print with a bed like this and no probe leveling? But I think the measurements are correct, they are repeatable (heightmap.ods ), even after several hours with a power cycle in between and some 300 diagonal head moves with full speed to shake the system a little. Stddev is maximum 0.6 over 4 measurements. Even if I turn the spring steel around and measure against the (sanded) steel, I got similar results. So I thinkt the probe itself performs great.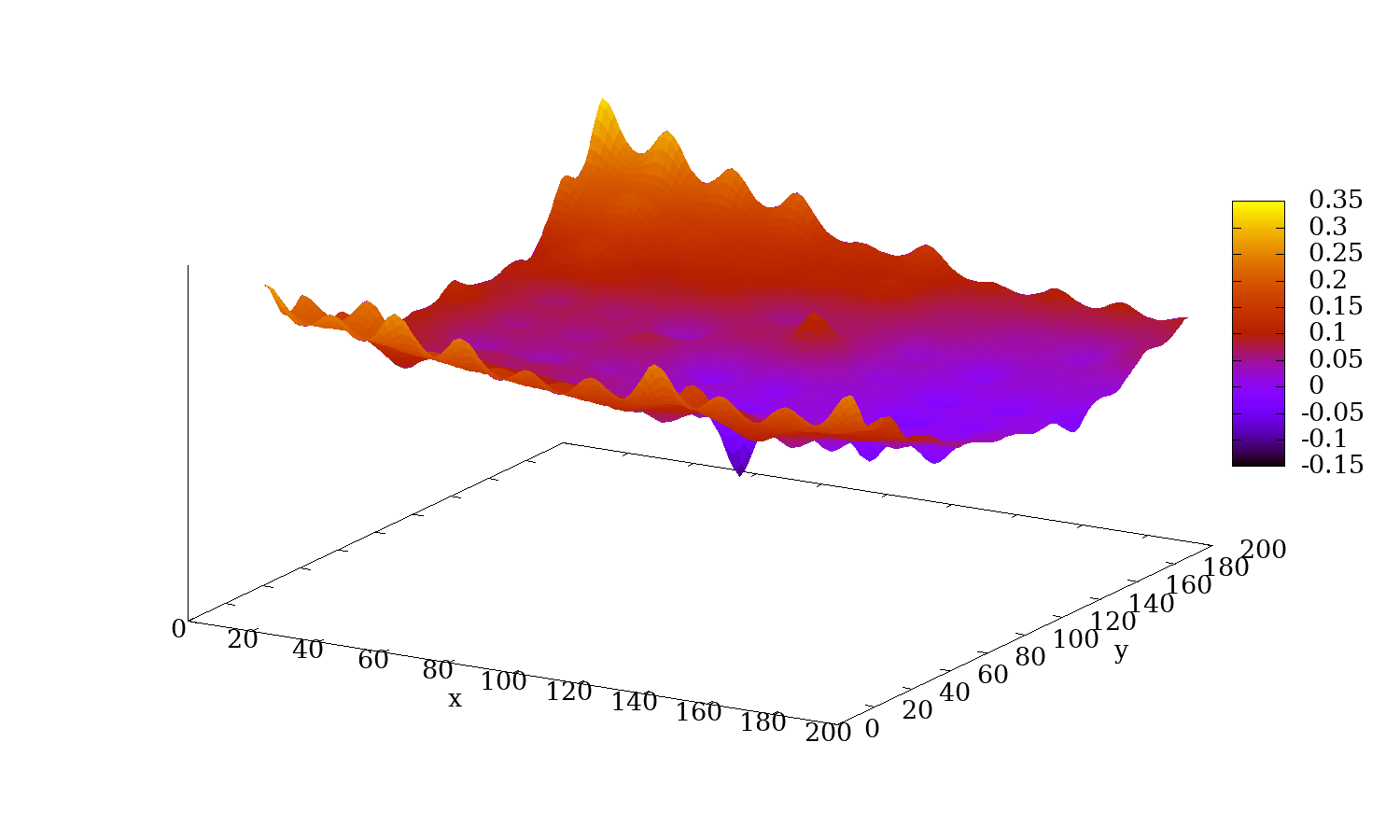
BTW: TheG29seems to respect myG1 Z1,G92 Z0'dehoming' and lowers the hightmap by 1mm.
When I start a print now (just tried PLA up to now), the priming works (I got a macro for that: PrimeOnBed.g), the plastic sticks to the bed.
The print itself however does not stick to the bed. For me, It looks like the nozzle is way to hight. I'm bad at guessing, but I would guess it's about 1mm off the bed about in the middle of it (printing a 20mm test cube). The DWC shows 0.3mm for Z, which would be correct.
Does anybody see my missconfiguration or any wrong step I took?
Sorry for the long post and thank you very much!Regards, Edi
-
Ok, an update. After Homing, the ofset is also there. Seems to be exactly 1mm...