Odd artifacts on perimeters
-
Hey guys,
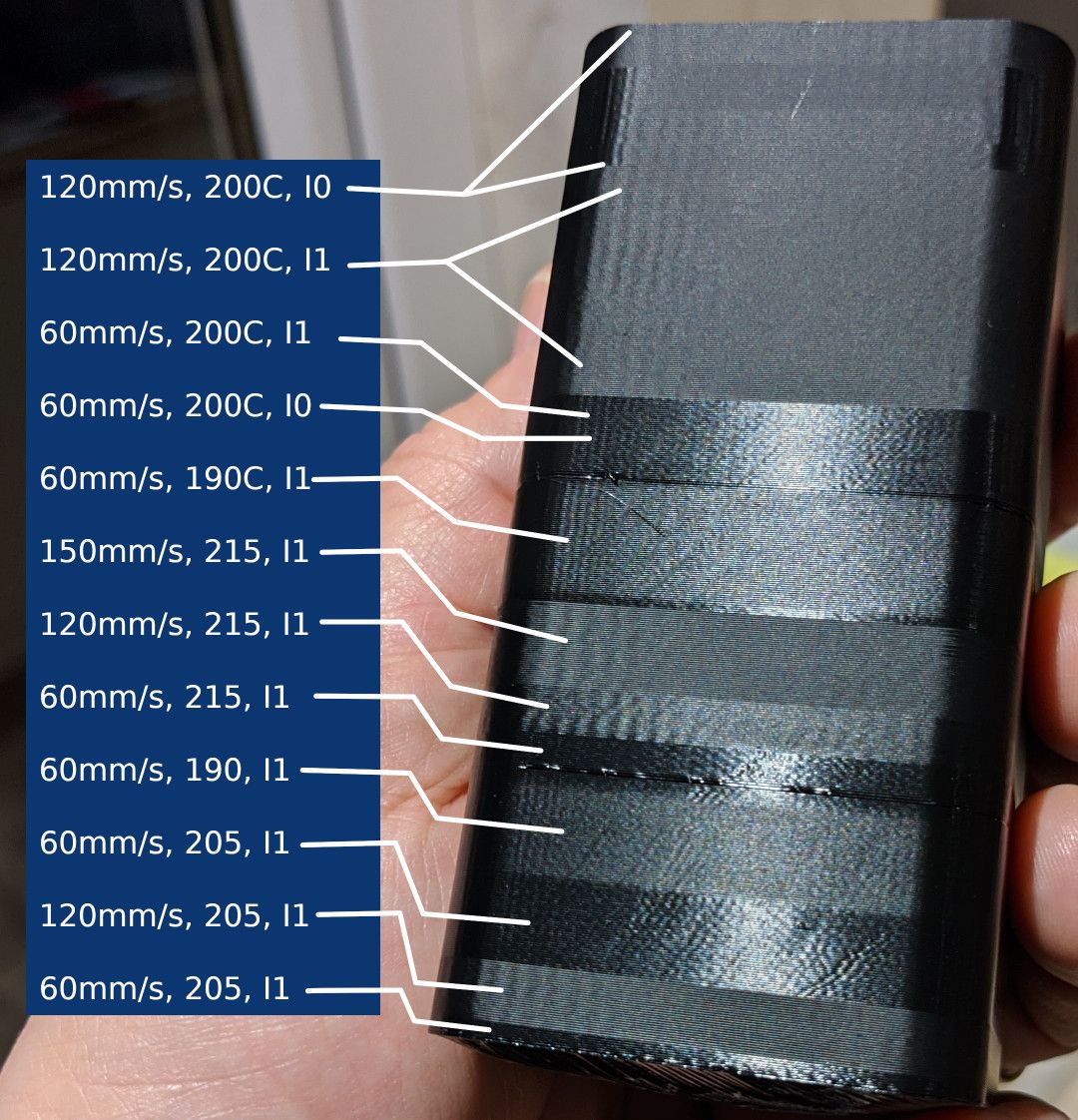
I'm running a Jubilee toolchanger off a Duet 2 Wifi / Duex 5, with MGN15 rails and 9mm 2GT Gates hardware and belts. Its quite a rigid and finely tuned printer so far, and holding great dimensional accuracy and tolerances. DAA was set at 35Hz for the duration of this print, PA was at 0.03, and I did attempt to vary interpolation on the extruder as labeled in the images. Standard Hemera setup with 16x microstepping and correct number of steps for calibrated extrusions. Its a single perimeter 50x50x100mm cube printed with a single bottom layer, if that's relevant.
However, I'm running into some odd artifacts with the Hemeras I've got installed, and I'd like some help!
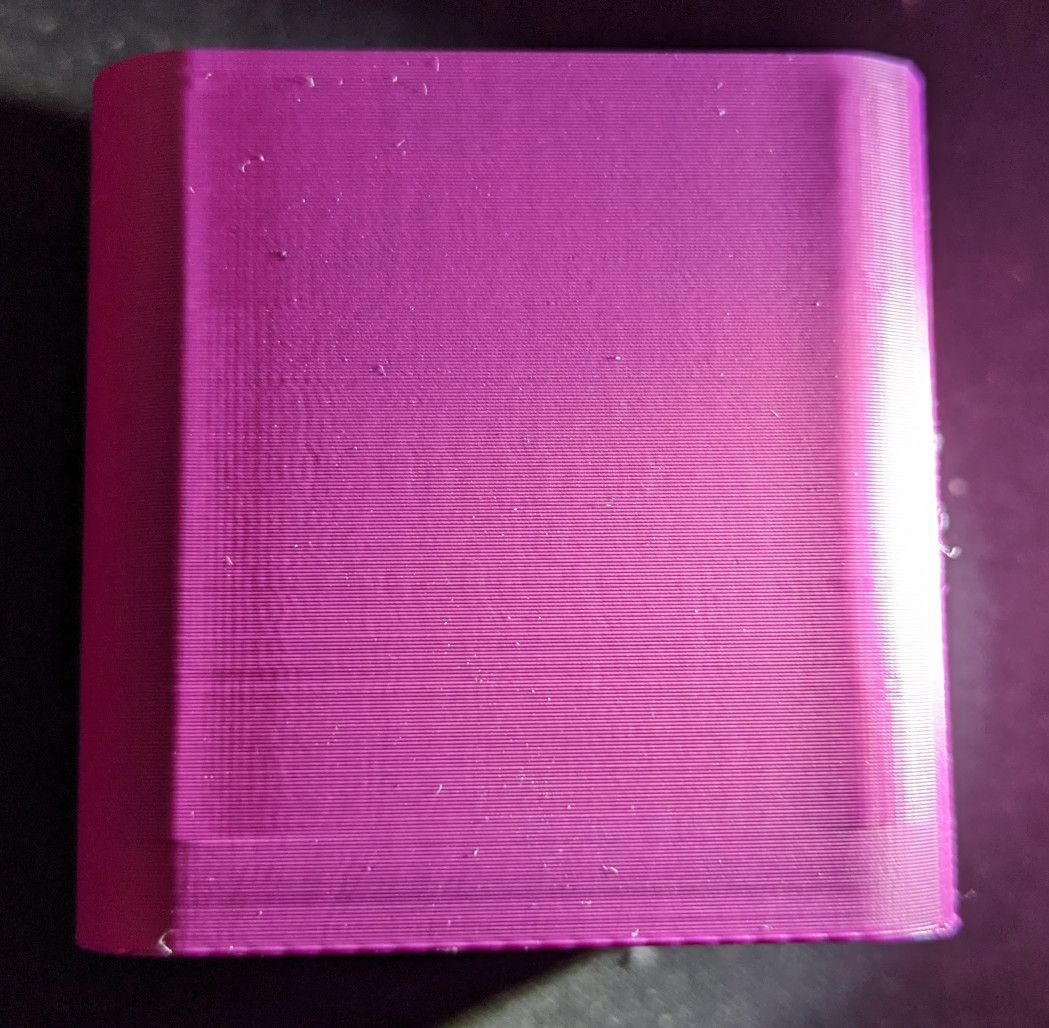
Y Axis is showing some odd 2mm spaced patterns. These aren't something you can feel with your fingertips, but they're very evident in strong direct lighting. I thought this might be an issue with the belts, but since reinforcing the mechanics such that all idler axes are supported fully on top and bottom, nothing has changed with how prominent these bumps are.
Y Axis

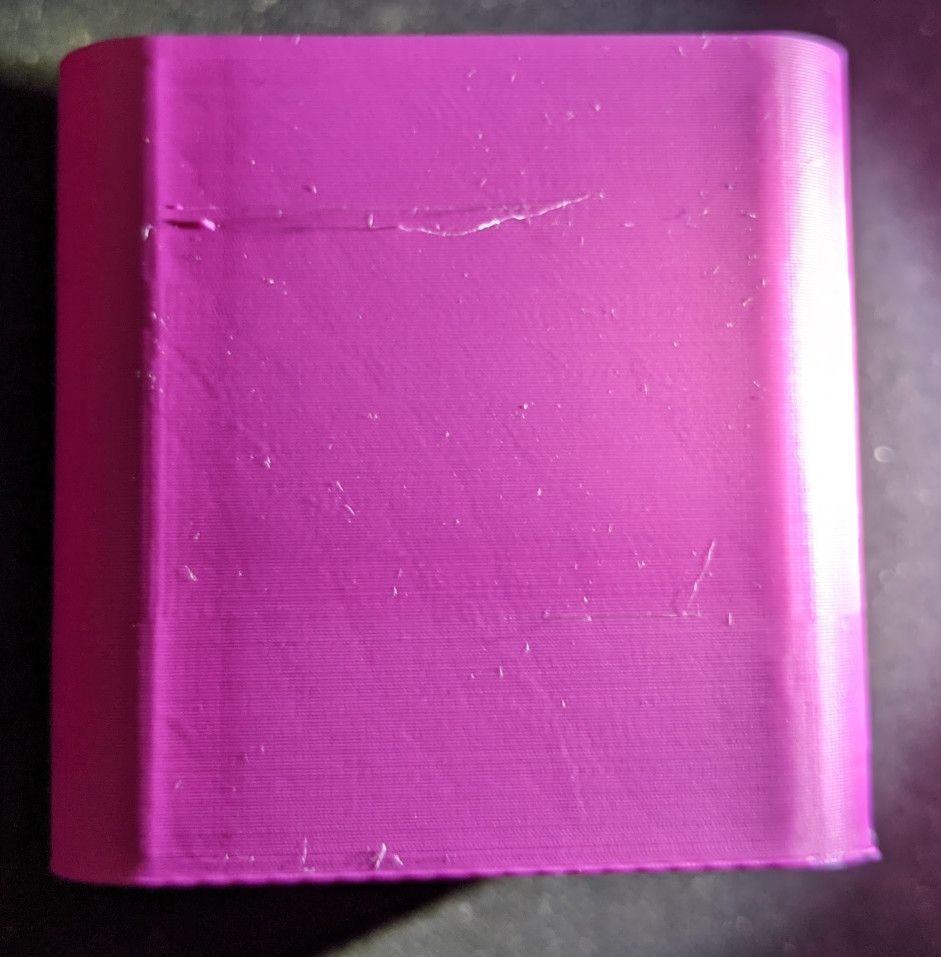
X Axis exhibits salmon skin issues at higher temps, and lower speeds (ie lower viscosity combos)
X Axis
I'm really struggling to eliminate these issues if possible, and was wondering if anyone can help out with some tips on what could be the cause of the problem. All the rails are Hiwin originals (used), but cleaned and lubricated and smooth.
Here's a link to higher resolution photos if that helps: Google photo album
Thanks in advance!
-
What Acceleration and Jerk values were you using?
-
Sorry for forgetting those. 1,000mm/s2 acceleration and 400 mm/min on XY jerk. There were a couple of spots where I reduced jerk to 200 mm/min towards the top (the shiny corners), and I sped up acceleration to 2000 in the last few mm.
Also 0.6 nozzleX in a V6 block, with a 0.72 extrusion width. But I'm getting the same issue with a volcano block on another Hemera, which is why I think the issue is with the extruder and not mechanics.
-
@H2B I would try lowering all jerk, accel, and speeds to the lowest you could ever imagine -- something that is not viable. EG 1 mm/s jerk, 100 mm/s/s accel, 10 mm/s print speed. Choose the lowest termperature you can melt plastic at, and see what happens.
I've found that the interpolation has no noticeable effect on print quality either way, but makes the printer quiet at most speeds when enabled.
-
Thanks for suggesting that bot, but I'm pretty sure its not a mechanical issue, but I'll try your suggestion.
Anyone else have some insight to share?
")
-
Hey @bot here's the result of a slow print. 30mm/s, 100mm/s2 acceleration, 60mm/min jerk, 190C.
Still seeing the pattern under harsh light. Can't see it without a really strong light, but as you can see its still there. Which leads me to believe its definitely hidden when the material is more viscous.
Also, salmon effect on X axis is spaced about 5mm apart. Y Axis is always 2mm apart. I don't have any belt teeth riding over smooth idlers anywhere. I think I have to repeat this print rotated 45 degrees to isolate the guilty stepper, if its that. I still suspect I'm also dealing with an extruder issue of some sort with the 2mm bumps, since it shows on all sides in the original black print.
Any ideas? This feels like a deep and pointless rabbit hole.
Y-Axis
X-Axis
-
Interesting. Is it the high-frequency ripples you are trying to isolate here? I also see the "salmon skin" effect you describe, which may be the "pattern" of mechanical accuracy inherent in your extruder that has come up in other threads on this forum.
Try the print at different speeds, with the same accel and jerk settings, and see what difference it makes. This can tell you if there is something mechanically wrong at a given spot, or if the errors are time-dependent instead of position-dependent.
I mean, I know you've been trying it at all sorts of speeds but these lower jerk and accel values make it easier to work our way to perfect, then speed it up as much as we can with acceptable results.
Maybe increase your jerk up a little to 4, or 6 or something like that to make the curves print a bit better. See how that goes with low accel still.
-
@H2B said in Odd artifacts on perimeters:
I don't have any belt teeth riding over smooth idlers anywhere.
In order for me to eliminate similar ridges I had to do a belt flip to have smooth side riding on smooth idlers. Even belt teeth on toothed idlers caused it to be visible. Perhaps they were G2T idlers and GT2 belts, or the radius is just too tight, I dunno, but a belt flip solved it for me.
-
Thanks for the feedback guys!
I suspect the X axis artifacts are caused by a slightly loose twist lock in my carriage as I can hear it rattling a little. I'll just tighten that down.
@Phaedrux thanks for sharing that info. It makes sense that it would be from the belts rather than the extruder, since the bumps show up irrespective of the speed at regular intervals. I'll try investigating that a bit further.
-
Can you re-print the first sample after you have sorred machanical issues? It looks to me like there is a change in physical wavelength as the speeds change. Perhaps a first hand measure of 10 oscillations may shed a little light?
I have recently found that my belts (genuine gates) needed to be a fair bit tighter than I expected. I would like to check loading on the steppers but I'm not able to do that without re-design. I could see the belt vibrating on some moves which must have translated back to the part.
-
For the reprint disable DAA before taking measures. Maybe the DAA is slightly off? That said 35hz is ball park for my P3Steel machines too.
-
@DocTrucker re-ran a temp tower that changes speeds from 40 to 60 to 80 every set of temp ranges.
You're correct. The spacing changes linearly with speeds, which I can clearly see especially in the curved corners of the print.. So belts and pulleys issue then?
-
@H2B if linear with speed does it all correlate to the 35hz used for the previous DAA correction or a different value? X & Y axis the same ideal DAA value?
I'd say try a new DAA value first and see if that helps. If not, maybe belt tension could be a factor. Plug the belts tighten to a new audibily higher pitch and repeat the test tower to see if that changes the relationship between belt tension and wobble.
I went chasing belt quality issues first and it just ended up a coincidence that the wobble pitch matched the belt pitch.
-
I say coincidence but I guess the issue could occur if the rate at which teeth bite into the pulleys excites the natural frequency of the belt (the tone it makes when plucked) the that could be when the problem is most severe. Issue there is the natural frequency of sections of the belt will change as the head moves about the bed!
-
@DocTrucker I think I've come up with a potential source for the vibration seeing as there are only 2 toothed idlers moving in Y moves that could be causing this, and both idlers are running on shoulder screws that aren't supported on both ends axially. Going to add in some delrin support plates with standoffs and see if that solves the problem. It could may well be something wholly restricted by the design of this specific build.
Cheers! And checking the frequency at speed like you suggested is also something I'll make sure to look at.
-
Just a quick update: found that my x gantry screws had begun to come loose from vibration and threadlocked them down properly. This reduced the wobble, but its still there. I'm chalking this one up to mechanical issues for the time being and try to smooth out my printer motion.
Thanks for the help!
-
There was a post recently about idlers wobbling on shouldered bolts. May be worth a few searches.
I had to use 5mm shaft with drive pulleys because they didn't do bearing idlers with 16t. Maybe I escaped a common gotcha there. The printed housing for the pulley just had two press fit bearings, and I used grub screwed collets to lock it all up.
Another option that I'm sure I saw mentioned on this forum was precision machined shouldered bolts that should offer a far closer fit to the bearing.
With close fits it maybe worth while keepimg a windscreen wiper puller handy to pull bearings and pulleys from close fit shafts!
-
I am using machined bolts, and I've nearly got all of them fully supported. I think once the remainder have been fully supported this issue should disappear. Having 9mm belts significantly increases the axial torque the shoulder bolts handle, so that could also be a source of the issue.
And nice idea on that wiper puller!
-
Bit late to the party, but I have always been concerned about the common use of threaded screws as bearing shafts on corexy machines. It's simply not the right way to do it, even if there are spacers pulled in tight against the center hub of the bearing.
Then you see sometimes a precision should bolt is used, but only supported on one side. Also not ideal.
Even using shoulder bolts supported on both sides, but mounted in a printed part may still give movement on a micro scale that will leave artifacts and patterns. Metal mounts will always be better, but I have heard that PC filament is a good option if printed hot enough.
I'm going to give this issue some serious engineering in my next printer.
-
@Corexy I agree with those points you made, and after switching my plates to aluminum ones for all shoulder bolts, and adding the Jubilee delrin support plates to the top, its definitely decreased the issues I'd been facing and made the printer quieter.
But even then, I can't still explain the odd artifacts I'm seeing on the external perimeters (on the Y-axis photo of the pink part above) that just seem to always persist.