Ender5pro, Duet2WiFi Slow by slicer
-
Guys,
Setting the Duet 2Wifi has being fun. Tons of experience and learning in the forums. I have made ll the mistakes in the book but made new friends correcting them.
Now that I am ready to print, Cura and Simplify are conspiring against the RepRap flavor
I am attaching below the Cura settings (4.06 version) for and Ender 5 RepRap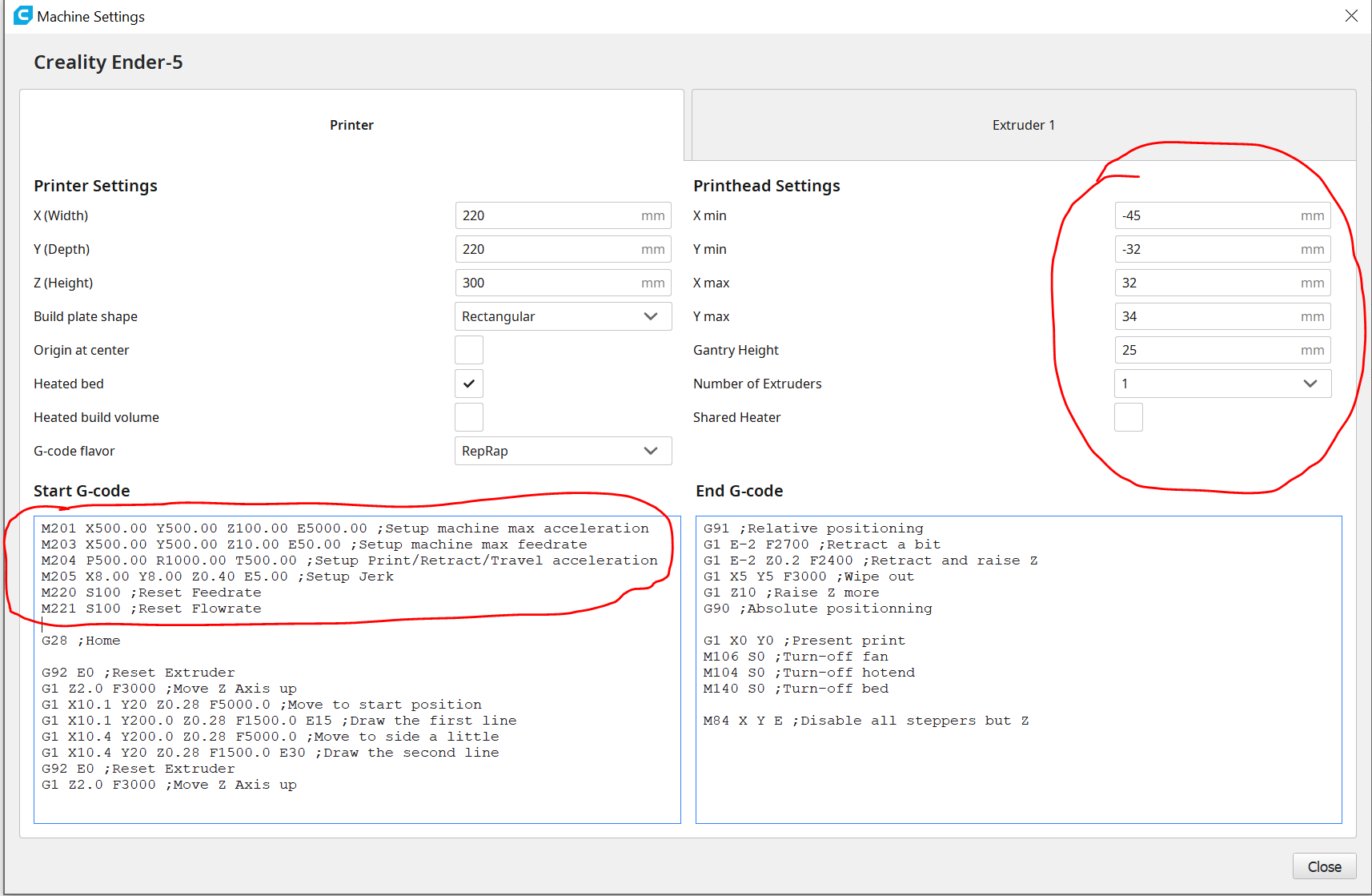
I am not sure about all this M201, 202, 203 204 205
On the right of the screen there is a series of offsets for the printing head, where are those used?
My config.g is just below...Thanks; Configuration file for Duet WiFi (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Apr 19 2020 17:01:43 GMT-0400 (Eastern Daylight Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Daniel Ender 5 Duet 2 Wifi" ; set printer name; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z779.00 E409.00 ; set steps per mm
M566 X900.00 Y900.00 Z24.00 E1200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X30000.00 Y30000.00 Z900.00 E3600.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2)
M906 X850 Y850 Z850 E850 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X220 Y220 Z300 S0 ; set axis maxima; Endstops
M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop
M574 Z1 S2 ; configure Z-probe endstop for low end on Z; Z-Probe
M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch
M558 P9 C"zprobe.in" H5 F120 T12000 ; set Z probe type to bltouch and the dive height + speeds
G31 P500 X-45 Y3 Z2.235 ; set Z probe trigger value, offset and trigger height
M557 X15:160 Y15:200 S20 ; define mesh grid; Heaters
M308 S0 P"bedtemp" Y"thermistor" T98801 B4185 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M307 H0 A88.4 C265.5 D2.0 S1.00 V23.9 B0 ; disable bang-bang mode for the bed heater and set PWM limit (Values copied from auto tune D corrected from 0.9 to 2 by Phaedrux)
M140 H0 ; map heated bed to heater 0
M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S300 ; set temperature limit for heater 1 to 300C
M307 H1 A390.6 C153.8 D3.5 S1.00 V23.9 B0 ; disable bang-bang mode for heater and set PWM limit (Values copied from auto tune); Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 S"E3D V6 Nozzle X" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
The print head settings i THINK may come into play when doing one part at a time printing where it will print an entire part before moving onto the next (as opposed to printing a single layer of all the parts). It tells the slicer how big the print head is so it knows how far away to stay from the printed part. I'm not totally sure because I've never actually printed like that.
remove the M201, m203, m204, m205 commands. They were probably a part of the printer profile that was loaded. Not applicable to the Duet.
REsetting flow and feed rate can stay.
The G28 and stay. You can add G29 S1 if you want to load a heightmap.
The extruder bits are to prime the nozzle and can stay as well.
That should solve the speed problem.
-
@Phaedrux Thanks Phaedrux. I am flying now.