Homeing does not work - fadeing x Endstop
-
Hi Community,
I just bought myself a Duet 2 Ethernet to upgrade my Ender 3 Pro however I was not able to get it working so far.
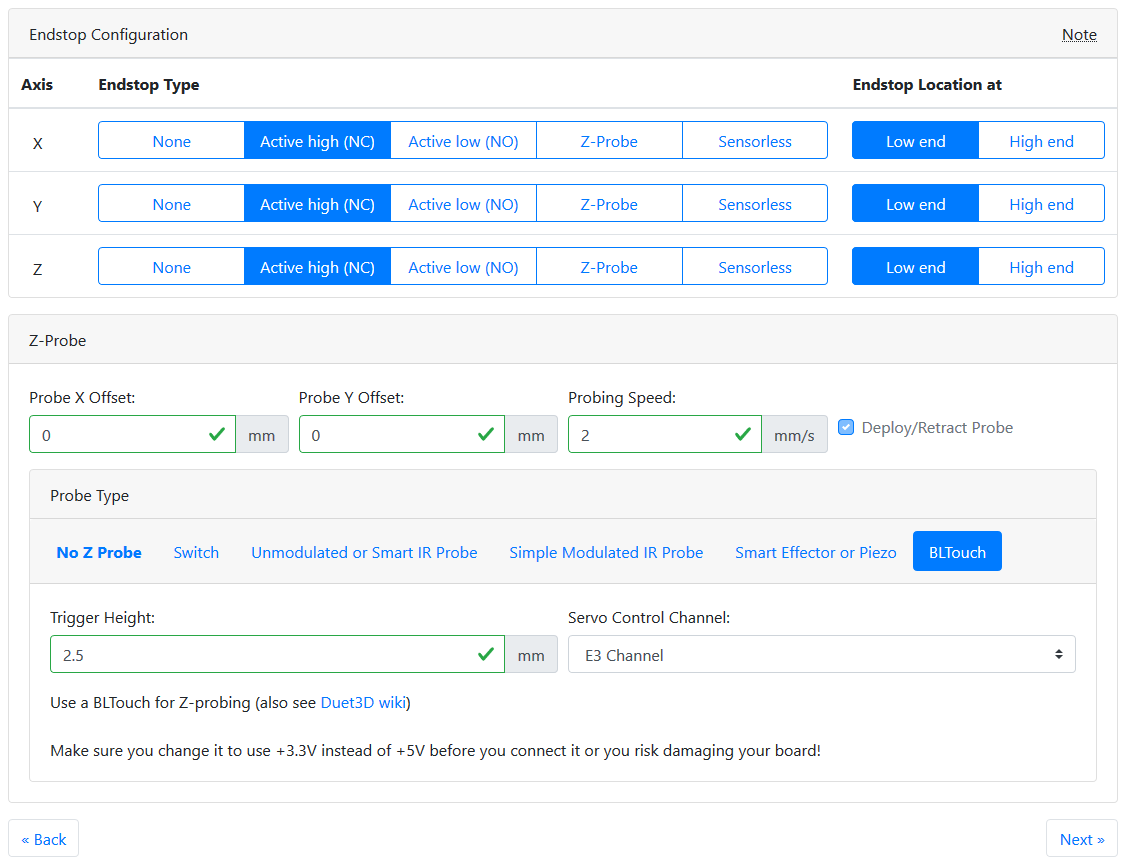
I followed the installation guides and documentation and got the firmware from: https://configtool.reprapfirmware.org - choosed the ender 3 pro presets and let most settings on the recommended settings - the only special is that I want to use a BL-Touch, see the screenshot in the appendix. After logging in the web interface and homing my machine every axis only moves some milimeters and then stops and the x endstop LED starts to fade.
The X and Y axis move away from the endstop side (i guess thats normal but i dont remember how it was before)
When I want to home x it always moves first a little bit the Z axis and after that the x starts to move.So I started to test some stuff, this is what I noticed:
No matter what I home, it is always the X endstop that fades, even if I home Y and have no x endstop wired it still fades.
If i push again on homeing it repeates the same process - axis move a littel then stops, but i am always able to repeate over and over again until the end of the machine is reached.
The BL Touch sensor is always in the print mode / drawn in and shineing red.
When I home for example the x axis, it only moves as said a little bit and then it fades, how ever if i then push the x endstop the light goes from fade to bright light until i let the endstop again it returns to fade. After it fades once i can only get it off again by restarting the mainboard.
I dont get any error masseges from the web interface.Thank you for your time and effort for helping me!

I pushed the Y endstop as reference of the brightness
-
Hi,
Well you posted a picture of the stepper motor connections and I can see from them the connections may not properly crimped.
Each little metal connector has a section to crimp on the bare ware and another section to crimp on the insulation.
It doesn't look like you have any crimp on the insulation.
Perhaps you have crimp issues on your endstop connections.
Frederick
-
Hi fcwilt,
thanks for your fast answer.
I know that you usualy crimp with one of the -lets call them metal noses/ feet- on the bare copper cable and one on the isolation rubber. To my knowladge that is only for protection, that the cable dont have a chance to contact and create a short circuit, and it also ensures that the crimped connectort on the copper cable will not fall off easily when you pull on the cable, because the force will also spread to the rubber. -> maybe I am wrong about this, feel free to correct me")
I did not crimp the cables correct because they have a higher diameter (2x0.75²) and wont fit in the connectors. But I can ensure that I tested and there are 100% no short circuits between any cable.
-
You understanding of crimping is correct. The crimp on the insulation usually has a tighter hold than the crimp on the wire and provides protection against pulling the wire out of the contact.
You remark about the endstop and fading has me confused as you did not show a picture of your endstop connections.
When you say "fading" you mean the LED gets dimmer? If so that is caused by a loss of power either do to a poor connection or perhaps the power source is having some issue.
Could you clarify a bit what is going on and when?
Thanks.
Frederick
-
what I do: power on printer -> log in via web-page -> home any axis f.ex. Y axis. (does not matter - all behave the same)
what the printer does: z axis moves some mm down, y axis moves some mm front direction. (both maybe 3-5mm)
then the machine stops and the X -endstop LED is glimming like seen in my first picture.
! In the picture i also pressed my Y - Stop just for comparison! when not pushed x and also y LEDs are not lid. when i push one by hand it glows normal. when i release it again the LED turns off again.
I dont get any more informations like error messeges. In the Web Page the Homeing buttons turn blue like it did homed successful even though it didnt. However if I want to move any axis to a direction nothing happens.The switshes (x&y) are the normal Ender 3 Pro ones. Connection on board the two outher pins (Sign. and GND) and on Switch side also Sign and GND, both sides 3v3 not connected. No Z Switch connected because i want to use my bltouch.
-
Hi,
OK execute from the web interface a M564 H0 S1 command.
This will allow you to move on X,Y or Z via the jog buttons on the interface even though homing is not done.

Verify that all axis move in the correct direction and from min to max without any problems.
Frederick
-
Thanks for this tipp. Every Axis moved from min to max. (z was in wrong direction but i fixed that in the settings\config.g\M569 P2 S0 (before it was S1).
While testing the X Endstop LED did not start to glimm.
-> what can I do next
-
Now that you know the movements are in the right directions and you can cover the entire range from min to max try homing each axis separately.
Frederick
-
Same behavior as before. When I click on the jog buttons (f.ex. Home X) the Z axis moves positiv direction for lets say 5mm, then the X axis moves 5mm positiv after that the z moves negative 5mm again and then the machine stops without any feedback however the X Endstop LED starts glimming.
I now tried to use the M564 H0 S1 command again and tested after homeing to move any axis. The "homed" once didnt worked - the other ones did. [just for information - but i assume that is how it should behave - I am not experienced with reprap firmware since I just started so I test much with the hope that it can give you any information witch might help you to find out my problem
]Behavior is simular to the Y axis.
When trying to home Z it only moves up 5mm and then stops.It is only the X Endstop LED that starts glimming. Disconnecting the X Endstop Switch from the mainboard had no effect in this behavior (was just a frustration test ^^)
-
OK we need to look at your files:
homeall.g
homeX.g
homeY.g
homeZ.gYou can use the </> item to enter code.
Frederick
-
Hi Frederick,
here are the files - i havent changed anything. This is what the https://configtool.reprapfirmware.org/ gave me
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 Y-240 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-240 Y-240 F240 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 Z-265 F240 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 F3000 ; move quickly to X axis endstop and stop there (first pass) G1 H2 X5 F6000 ; go back a few mm G1 H1 X-240 F240 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y-240 F3000 ; move quickly to Y axis endstop and stop there (first pass) G1 H2 Y5 F6000 ; go back a few mm G1 H1 Y-240 F240 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Z-265 F3000 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
@humbleJoe please also send M115 and post response (shows firmware version) and post config.g.
Ian
-
Sended M115; Response: FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 2.03 ELECTRONICS: Duet Ethernet 1.02 or later FIRMWARE_DATE: 2019-06-13b2
Config File:
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:35 GMT+0200 (Mitteleuropäische Sommerzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"" ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"" ; set password M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S0 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E93.00 ; set steps per mm M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X235 Y235 Z260 S0 ; set axis maxima ; Endstops M574 X1 Y1 Z1 S1 ; set active high endstops ; Z-Probe M307 H4 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch M558 P9 H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M305 P0 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 150C M305 P1 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 1 M143 H1 S275 ; set temperature limit for heater 1 to 275C ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F500 H1:0 T45 ; set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossI have a name and password, but I deleted it only in this post
-if you see anything where i should add / change something... feel free to tell me - I am a reprap noob
Joe
-
@humbleJoe said in Homeing does not work - fadeing x Endstop:
M918 P1 E4 F2000000
Direct connect display (eg 12864) is not supported on Duet 2 Wifi, only Maestro. Well, it sort-of is, but you need an adapter board and a special version of the firmware. If you've connected a screen, disconnect it.
FIRMWARE_VERSION: 2.03
That is an old version of the firmware, ideally update to the latest v2 firmware, which is 2.05.1. But your config.g should work with it.
Generally, I can't see much wrong with your config.g. Please check your X endstop is wired correctly, as I think it's most likely that's what's causing the problem. See https://duet3d.dozuki.com/Wiki/Connecting_endstop_switches#Section_Connecting_different_types_of_endstop_switch
You could try swapping the X and Y endstop connection, and see if the behaviour swaps to the Y axis.
Finally, at the moment your homing files are not set up to use the BLTouch for homing Z; they're using a Z endstop. Replace these lines in homeall.g and homez.g:
G1 H1 Z-265 F240 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this)with
G90 ; absolute positioning G1 X15 Y15 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bedIan
-
So my homez.g now looks like:
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G90 ; absolute positioning G1 X15 Y15 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioningand the homeall.g is
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:36 GMT+0200 (Mitteleuropäische Sommerzeit) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-240 Y-240 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-240 Y-240 F240 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X15 Y15 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioningIs that correct
?And the endstop is wired like this: on the duet mainboard only the two outer pins, (GND,
3v3,X Stop). on the ender 3 side i have the following pinout: (Signal, Ground,3v3). So I wired GND -> GND, X Stop -> Signal and both 3v3 are not used.Thx for the help.
Joe -
So I now changed the X Endstop with the Z Endswitch because I dont use it anymore. It still doesnt work.
After changing the lines shown in the last 2 posts I tryed to only home Z.
The Z axis only moved some milimeters positive direction and then stopped and the webpage gave me this error.
If I press home all the x axis moves some mm, the y as well (both x and y home buttons then switch to homed) and then the Z axis starts moveing down and never stops, the BL Touch also dont work correct, it was always closed / triggered - like it behaves while printing.
So i had to emergency stop just before the print had reached the bed - cause it would not have stopped.
This error came after restart
 .
.FYI: When I power on the printer the BL Touch does this start process where it tests that it can trigger correct and that works every time.
-> can someone tell me what the F is wrong with my setup? Before I switched from the Creality Mainboard v. 1.1.5 everything worked fine so I would guess all this behaviour must be from mistakes in wireing or firmware.
however I feel like the wiring is as it is shown in the wiki. -
@humbleJoe said in Homeing does not work - fadeing x Endstop:
M307 H4 A-1 C-1 D-1
Where do you have the BLtouch wired up to? H4 is certainly incorrect. It should either be heater pin 3 or 7. Without that being correct you can't deploy or retract the pin.
-
@Phaedrux said in Homeing does not work - fadeing x Endstop:
@humbleJoe said in Homeing does not work - fadeing x Endstop:
M307 H4 A-1 C-1 D-1
Where do you have the BLtouch wired up to? H4 is certainly incorrect. It should either be heater pin 3 or 7. Without that being correct you can't deploy or retract the pin.
You are correct, it is H3/ Pin 8. I connected the BL Touch the recommended way from the wiki:
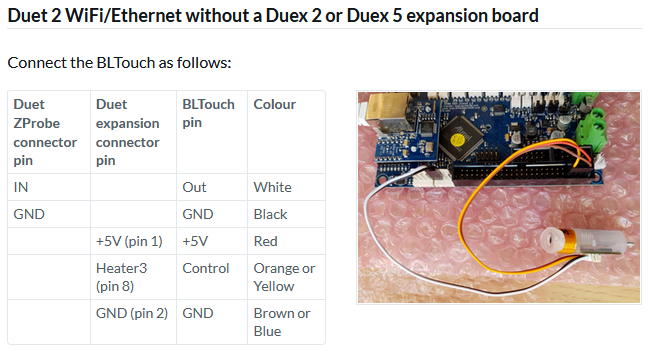
Thx for this hint - this was an user error ^^.
I will fix this after work and also review the rest of my code configurations before I waste your time
-
so here is an Update:
after getting the BL Touch right and fixing the following files:config.g
; Configuration file for Duet WiFi (firmware version 2.03) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Sat Jul 18 2020 12:48:35 GMT+0200 (Mitteleuropäische Sommerzeit) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"" ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"" ; set password M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S0 ; physical drive 1 goes backwards M569 P2 S0 ; physical drive 2 goes forwards M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E93.00 ; set steps per mm M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X235 Y235 Z260 S0 ; set axis maxima ; Endstops M574 X1 Y1 Z1 S1 ; set active high endstops ; Z-Probe M307 H3 A-1 C-1 D-1 M558 P9 H5 F100 T2000 G31 X0 Y0 Z0 P25 M557 X15:215 Y15:195 S20 ; define mesh grid ; Heaters M305 P0 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 0 M143 H0 S150 ; set temperature limit for heater 0 to 150C M305 P1 T100000 B4092 R4700 ; set thermistor + ADC parameters for heater 1 M143 H1 S275 ; set temperature limit for heater 1 to 275C ; Fans M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on M106 P2 S1 I0 F500 H1:0 T45 ; set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power lossdeployprobe.g
M280 P3 S10 I1retractprobe.g
M280 P3 S90 I1Here is what happens:
When I home X and Y axis, the printhead moves z positive, some mm (less then 5) into x/y positive direction (my endstops are low end/ so other direction and will never get triggered) and then z negative and stops there.-> he thinks the home was a success!
The Z homeing works now (or at least it tests it once, the second / faster test doesnt work).After homeing all axis (doesnt matter if allhome/ or to home 1 by 1) the printer thinks that the point he is at the moment is his home (even if it is in the middle of the build plate because he never drives to the endstops). So i can move the X and Y axis only in more positive direction but not nevative (as long as I dont move positive first. then I am able to drive as much negative as I did positive before.)
Edit:
One other thing about the endstops. at the moment I used normaly open switches because i was not able to use normaly closed once - changeing the 1 to 0 and 0 to 1 in the config.g made no diffrenceEndstops M574 X1 Y1 Z1 S1same behavior as
Endstops M574 X0 Y1 Z1 S1How can this be?
Any tipps what I can do next -
Hi,
So when you home X or Y the result is some small movement on X or Y in the positive direction.
Correct?
If so that is because your end stops are already triggered when the home begins.
- The 1st move in the negative direction never happens because the end stop is triggered
- The 2nd move in the positive direction happens as expected giving the 5 mm of movement in the positive direction
- The 3rd move in the negative direction never happens because the end stop is triggered
Try changing the M574 command to specify active low if it is now active high (or vice versa).
Frederick